




















































































































































在数控机床加工圈子里,关于激光对刀仪的定位一直有个高频讨论点:它到底算不算测量仪?车间里不少师傅习惯把它跟千分表、三坐标测量机归在一类,认为既然能"测"出刀具的长度和直径,那自然就是测量工具。但也有技术人员持不同意见,觉得它的核心机制是"检测"而非"测量",属于数控系统中的一个感知节点。这个问题看似是概念之争,实际上直接关系到设备选型、精度验收和使用场景的判断。这篇文章就从激光对刀仪的工作原理讲起,把它的技术定位、检测能力、关键参数和应用场景逐一拆解清楚,帮大家建立一个准确的技术认知。
一、激光对刀仪的基本定义与工作原理
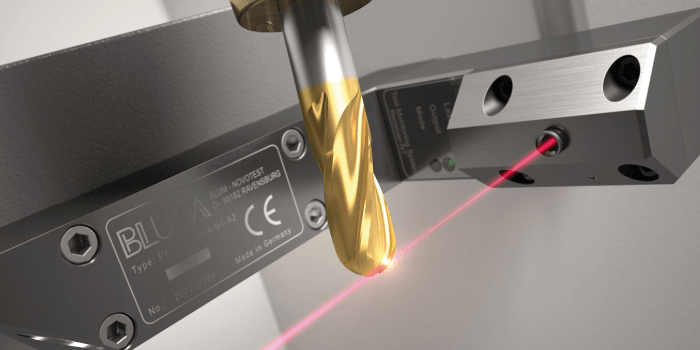
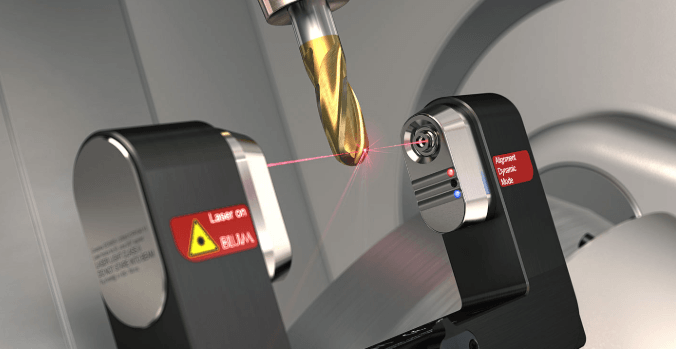
激光对刀仪是一种安装在数控机床工作区域内、用于刀具状态检测和尺寸对刀的非接触式光电装置。它的核心工作原理是激光遮断检测:发射端发出一束直径极细的可见激光,接收端持续监测光强变化。当刀具随主轴运动穿过激光束时,光束被遮挡的瞬间,接收端的光电信号产生跃变,数控系统以该信号触发点为基准,结合机床当前的坐标位置,反向推算出刀具的几何尺寸和位置偏移量。
激光对刀仪发出的激光波长通常在六百三十纳米到六百八十纳米之间,属于可见红光波段,人眼可以直观观察到光路。激光束在发射端出口经过光学透镜聚焦,焦点处光斑直径可以做到十微米到三十微米,这个尺寸直接决定了检测的分辨率上限。以一把直径六毫米的立铣刀为例,当刀具以每分钟两百毫米到五百毫米的进给速度穿过激光束时,从遮光开始到遮光结束,接收端信号的变化时间只有几毫秒到十几毫秒。数控系统需要在极短时间内完成信号捕捉和坐标锁存,对控制器的扫描周期和信号处理电路响应速度都有严格要求。整个过程中,激光对刀仪本身并不直接输出长度或直径的数值,它提供的是一个位置触发信号,真正的"数值"是由数控系统根据机床坐标值运算得出的。这一点是理解它区别于传统测量仪器的关键所在。
二、激光对刀仪与传统测量仪器的本质区别
把激光对刀仪和传统测量仪器放在一起比较,可以从三个维度来区分。测量基准的独立性是首要差异。千分尺、游标卡尺、三坐标测量机等传统测量仪器,都具备独立的长度基准或光栅尺基准,脱离机床后仍然可以独立完成测量工作并输出读数。激光对刀仪自身没有内置的位移基准,它依赖的是数控机床的伺服编码器或光栅尺提供的坐标信息,脱离了机床的坐标体系,它只是一个光电开关信号发生器。
输出信号的性质也不同。测量仪器输出的是经过量值溯源的长度数值,比如三坐标测量机测出一个孔径是三十点零零二毫米,这个数值背后有一整套从国家标准到实验室校准的量值传递链条。激光对刀仪输出的是开关量信号或模拟电压信号,触发时机床控制系统将当前的坐标值记录下来,经过内置宏程序运算后得出刀具长度和直径的补偿值。这个补偿值是否准确,取决于机床本身的定位精度和重复定位精度,而非激光对刀仪单独决定的。工作环境的差异也值得关注。测量仪器通常在恒温、洁净的计量室中使用,环境温度控制在二十摄氏度正负一度,相对湿度在百分之五十左右。而激光对刀仪直接安装在切削液飞溅、切屑飞舞的加工区,防护等级一般需要达到完全防尘和浸水防护的级别,镜片表面还需要配备气幕保护,用压缩空气在激光窗口前形成一道气帘,阻挡冷却液和粉尘污染光路。
三、激光对刀仪在数控机床中的检测功能解析
虽然从严格的计量学定义来看,激光对刀仪不算独立的测量仪器,但它在数控加工中所实现的检测功能是实实在在的。常见的检测项目包括刀具长度自动对刀、刀具直径测量、刀具破损检测、刀具热伸长补偿检测等。
刀具长度自动对刀是使用频率最高的功能。每次换刀后,主轴带着新刀具向激光束方向移动,当刀尖切断激光时触发信号,系统记录当前的机床坐标位置,与基准刀具的坐标值进行比较,自动计算出长度补偿值写入刀具偏置表。这个过程全程自动化,无需人工介入,单把刀具的对刀时间通常在三秒到五秒之间。刀具直径的测量则需要刀具在激光束中做上下扫描运动。以一把直径十毫米的立铣刀为例,刀具先下降到光束下方,然后缓慢上升穿过光束,记录旋转中的刀具在不同角度切断光束的坐标值,通过宏程序计算出旋转外径。这个过程的测量重复精度在微米量级,受刀具跳动和主轴旋转精度的影响较大。刀具破损检测则更为直接,在加工间隙中,主轴带动刀具快速穿过激光束,如果在预设的通过时间内没有检测到遮光信号,系统判断刀具已折断或缺失,随即触发报警并停止后续加工工序。这种在线实时检测能力,是传统离线测量仪器无法做到的,也是激光对刀仪在自动化产线中价值突出的一点。
四、激光对刀仪的核心技术参数与行业标准
评价一台激光对刀仪的性能,需要关注几个核心技术指标。重复定位精度是排在第一位的参数,单位为微米,表示在相同条件下多次测量同一刀具所得结果的一致性。市面上的激光对刀仪重复定位精度从正负零点一微米到正负两微米不等,精度等级越高价格差异越大。需要注意的是,这个数值是在实验室标准条件下测得的静态指标,实际加工环境中受温度变化、切削液雾气、机床振动等因素影响,实用精度通常会在标称值基础上打一定折扣。
激光光斑直径决定了检测分辨率的下限,精密级产品一般在十微米到二十微米之间,标准级产品在二十微米到四十微米之间。光斑越小,对微小刀具的检测能力越强,现在微型刀具直径可以小到零点一毫米甚至更细,对应的激光对刀仪光斑直径需要控制在十微米以内才能准确捕捉刀尖位置。防护等级也是选型时不可忽视的指标,加工中心环境恶劣,激光对刀仪需要具备较高的防尘防水能力,行业常见配置为完全防尘加短时浸水保护级别,部分高端产品可达到能承受高压高温水柱冲洗的防护等级。激光发射器和接收器外壳多采用不锈钢材质,密封圈使用氟橡胶,镜片保护窗采用蓝宝石玻璃或化学强化玻璃,兼顾透光率和抗刮擦能力。此外,信号输出方式也影响系统集成的便捷性,常见的有硬线连接输入输出信号模式、高速跳过信号模式以及总线通讯模式,后者可以提供更丰富的状态诊断信息。
五、激光对刀仪的选型要点与典型应用场景
激光对刀仪的选型不能只看参数表,需要结合实际加工需求和机床条件做综合判断。加工刀具的类型和尺寸范围是选型的出发点。如果主要加工的是直径大于一毫米的常规刀具,标准级激光对刀仪即可满足要求。如果涉及微铣削、精密雕刻等使用零点一毫米到零点五毫米微型刀具的场景,则需要选用光斑直径在十微米以内的高精度型号,并且机床本身的定位精度也需要达到微米级别,否则激光对刀仪的精度优势无法充分发挥。
机床类型决定了安装方式和防护需求。三轴立式加工中心安装空间相对充裕,激光对刀仪通常固定在工作台一侧的专用支架上,远离切削区域,防护压力相对较小。五轴加工中心和车铣复合机床上,刀具姿态多变,需要考虑多角度检测的可靠性,部分激光对刀仪支持旋转发射接收单元,可以调整光束方向以适应不同角度的刀具。卧式加工中心由于主轴水平布置,切屑和切削液积聚在工件下方,激光对刀仪安装在侧壁时容易被污染,需要加强气幕保护力度,压缩空气供气压力一般要求零点五兆帕以上,流量不低于每分钟三十升。在自动化生产线上,激光对刀仪通常与工件测头配合使用,形成"刀测+件测"的双重闭环,刀具数据自动补偿、工件尺寸自动检测,实现少人化甚至无人化的加工质量管理。模具加工行业中的深腔加工、石墨电极加工、高硬度淬火钢加工等场景中,刀具磨损快、换刀频繁,激光对刀仪的自动对刀和断刀检测功能可以显著减少人工干预频次,降低撞刀风险,提高夜班无人值守加工的可靠性。
以下是您可能还关注的问题与解答:
Q:激光对刀仪和接触式对刀仪哪个精度更高?
A:这两种对刀仪的工作原理不同,精度的评定维度也不完全一样。接触式对刀仪通过刀尖触碰测头端面来触发信号,重复定位精度一般在正负零点五微米到正负两微米之间,优点是不受刀具表面反光和切屑遮挡的影响。激光对刀仪的重复精度同样可以达到微米量级,但受刀具表面状态和环境干扰的因素较多,比如刀具表面粗糙度过高或有油污附着时,激光散射会影响触发信号的一致性。从车间实际使用来看,接触式对刀仪的静态重复性略优于激光式,但激光对刀仪的非接触特性避免了测头磨损,也消除了因接触力造成的微变形误差,适合对刀具刃口完整性要求高的场景。
Q:激光对刀仪能检测刀具的磨损量吗?
A:激光对刀仪可以间接评估刀具磨损趋势,但不能直接测量磨损的具体几何形态。通过在加工间隙中反复检测刀具的直径和长度变化,系统可以记录刀具尺寸随时间推移的衰减趋势,当补偿值累计变化量超过预设阈值时,给出换刀提示。但这种检测只能反映刀具整体的尺寸收缩,对于局部的刃口崩缺、后刀面磨损宽度、月牙洼深度等微观磨损形态,激光对刀仪无法区分,这些需要通过工具显微镜或刀具预调仪等专用设备来检测。
Q:激光对刀仪安装后需要校准吗?
A:需要。激光对刀仪安装到机床上以后,必须通过校准程序确定激光束在机床坐标系中的精确位置。常用的校准方法是使用一根已知精确长度和直径的标准校准棒,通过校准循环程序让校准棒反复穿过激光束,测量光束中心相对机床参考点的坐标值,将偏差参数写入数控系统的宏变量中。校准完成后一般建议用另一根不同尺寸的校验棒进行对刀验证,确认对刀结果与标称值偏差在允许范围内。日常使用中如果发现对刀数据出现系统性漂移,可能是激光对刀仪支架松动或者机床热变形导致相对位置变化,需要重新执行校准。
Q:激光对刀仪的使用寿命和日常维护需要注意什么?
A:激光对刀仪的激光二极管设计寿命一般在五万小时到十万小时之间,正常使用条件下可用数年甚至更久。实际使用中更常见的问题是镜片污染导致触发信号不稳定或对刀失败。日常维护的重点是保持镜片保护窗的洁净,每次开班前用无尘布蘸取无水酒精轻轻擦拭,检查气幕管路是否畅通、压缩空气压力是否达标。如果镜片表面出现不可擦拭的划伤或蚀点,需要更换保护窗玻璃。激光对刀仪内部的光学组件一般由厂家密封装配,不建议现场拆解,出现内部故障通常需要返厂维修或整机更换。
把激光对刀仪简单归为"测量仪"或"不是测量仪",其实都忽略了它真正的技术特征。它不携带独立的长度基准,也不输出经过量值溯源的长度读数,从这个角度看,它跟千分尺、三坐标测量机这些传统测量仪器确实不在同一个分类里。但换一个角度,它在数控加工闭环中承担的是刀具几何参数的在线获取功能,是自动化加工精度控制链条上不可或缺的一环。把它理解为"数控机床的刀具感知装置"或许比"测量仪"更贴近事实。对一线使用者来说,更重要的是理解它的工作机制、掌握它的精度边界,在这个基础上把它用好,而不是纠结于概念标签。






