




















































































































































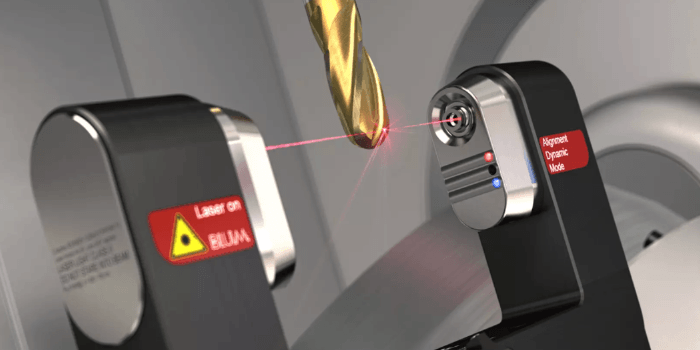
对刀仪是数控加工中心进行刀具长度、半径及刃口状态在线检测的关键辅助设备,通过与数控系统实时通讯实现自动对刀,大幅减少人工对刀时间并提升加工一致性。对刀仪在运行过程中出现程序报警是现场操作人员最常遇到的故障类型之一,报警原因涵盖传感器异常、机械传动受阻、信号干扰以及参数配置偏差等多个方面。本文从报警类型识别入手,逐一梳理常见原因,并给出现场可执行的排查处理步骤。
一、对刀仪程序报警的典型类型与识别方法
1、对刀仪程序报警按故障性质可分为传感器类报警、通讯类报警、机械类报警和系统参数类报警四大类型。传感器类报警的典型表现为测头接触刀具后无反馈信号或反馈信号异常,数控系统连续等待触发信号超时后报出程序中断代码,常见报警代码包括探针未触发、信号超时以及测头偏位超差等。通讯类报警多表现为数控系统无法与对刀仪控制器建立正常数据交换,屏幕显示通讯中断或数据校验错误提示。
2、机械类报警的特征表现为对刀过程中测头运动受阻,导致移动轴过载或位置跟随误差超限。这类报警往往伴随电机驱动器报出过流或过载代码,在操作面板上可看到进给轴实际位置与指令位置之间偏差持续增大。系统参数类报警则多见于对刀程序参数设定值与实际硬件规格不匹配的场景,例如对刀点坐标偏移量错误、安全高度设定过低、刀具长度超限导致碰撞风险触发互锁保护等。
3、准确识别报警类型是进行有效排查的前提。操作人员应首先读取数控系统屏幕上的报警代码与提示信息,参照设备随机附带的对刀仪操作手册中报警代码释义表进行类别定位。同时观察对刀仪在报警前后的动作表现——测头是否正常伸出、探针是否偏斜、主轴是否在安全位置等,将代码信息与设备状态结合判断,可大幅压缩报警排查范围,直接锁定故障方向。
二、传感器信号异常引发程序报警的原因分析
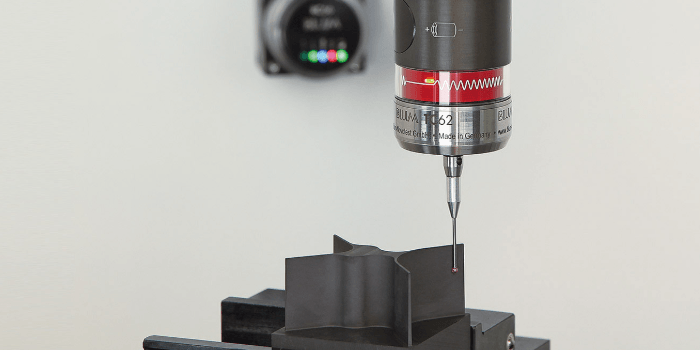
1、对刀仪的核心传感元件为触发式测头传感器,其内部采用应变片或压电陶瓷结构,在刀具触碰测头表面的瞬间产生电信号。传感器信号回路的接触可靠性直接决定对刀成功率,常见的信号异常原因包括测头电缆插头松动、信号线断裂以及内部触点氧化。在切削液飞溅严重的加工环境中,冷却液渗入测头插头内部会造成信号短路或电阻值增大,使触发信号电平无法达到控制器识别阈值,触发信号缺失报警。对刀仪测头的防护等级应至少达到六十七,可在一定时间内耐受切削液冲刷。
2、测头表面附着切屑或油污是另一高频传感器信号异常成因。当刀具触碰测头时,切屑夹在刀尖与测头接触面之间形成缓冲层,触发电信号幅值不足或触发时间延迟,对刀仪控制程序按超时处理报出报警。在一些细屑粘性较大的加工工况中,单次使用后测头表面可能累积零点五毫米厚的切屑层,直接导致下次对刀时触发失效。每次对刀完成后使用压缩空气吹净测头接触面,配合定期用无纺布蘸无水酒精擦拭,可有效降低此类报警的发生频率。
3、信号线屏蔽层损坏引起的外部电磁干扰同样不容忽视。数控机床主轴变频器、伺服驱动器以及电火花加工电源都是强电磁干扰源,对刀仪信号线屏蔽层接地不良时,干扰信号可能叠加在触发信号上,使控制器接收到虚假触发信号或无法识别正确信号,导致程序报警或对刀值异常。排查时可用示波器观察信号线在测头触发前和触发后的波形变化,若发现明显的毛刺或脉冲干扰,则需要检查屏蔽层接地状态并优化信号走线路径,使信号线远离变频器输出电缆至少两百毫米。
三、机械传动故障导致的对刀仪报警排查
1、对刀仪机械传动部分包括测头摆动机构、升降气缸或伺服进给轴以及滑座导向组件,任意环节出现异常均可引发程序报警。测头摆动机构的回转部位通常采用滚动轴承配合复位弹簧,长期使用后轴承磨损间隙增大至零点零五毫米以上时,测头回零位精度下降,对刀仪在执行自动归零程序时位置偏差超限触发报警。现场排查时可手动推拉测头检查摆动间隙,若感觉松动明显或听到轴承滚动杂音,应拆解检查并更换轴承,不建议通过调整软件补偿参数掩盖机械间隙。
2、升降气缸的气压不足是引发对刀仪升降动作异常的常见原因。对刀仪的测头升降通常需要零点四到零点六兆帕的压缩空气驱动,当气源压力低于零点三兆帕时,气缸推力不足以克服滑座摩擦力,测头下降不到位或上升缓慢,程序在设定时间内未检测到到位信号后立即报出升降轴超时报警。排查时应先查看气源压力表数值是否在正常范围,再检查气管接头有无漏气、气动三联件的过滤器和油雾器是否堵塞,过滤器芯累计使用超过两千小时需及时更换。
3、滑座导轨润滑不足导致的运动卡滞是机械类报警的另一诱因。对刀仪滑座导轨一般采用直线滚动导轨副,定期润滑是保证运动顺畅的基本条件。润滑间隔超过设备规定的保养周期时,导轨滚动体与轨道之间摩擦系数增大,滑座移动阻力可升至正常值的两到三倍,进给伺服电机需要输出更大扭矩克服阻力,电流持续升高超出电机额定值后驱动器触发过载保护报警。对刀仪滑座导轨每使用五百小时应补充锂基润滑脂一次,注脂量控制在每点零点五到一立方厘米范围内。

四、数控系统通讯与参数配置引发的报警处理
1、对刀仪与数控系统之间的数据通讯多采用串行通讯协议,包括信号线、数据格式和传输速率三个匹配维度。实际现场中换刀后出现对刀仪通讯报警的情况并不少见,原因往往在于更换的通讯电缆型号不符合原有规格或接线端子排列不一致。排查时应首先检查通讯电缆两端插头是否插接到位、锁紧螺母是否拧紧,然后核对数控系统侧通讯参数——波特率、数据位、停止位和校验方式逐一比对,确保与对刀仪控制器侧完全一致。
2、对刀程序中的宏变量与坐标系参数配置错误是参数类报警的高发原因。对刀仪对刀程序通常涉及刀具长度寄存器赋值、当前工件坐标系偏移量计算以及刀库刀号匹配等参数传递环节。若对刀程序中的宏变量地址与被替换刀具的原变量地址冲突,或工件坐标系零点偏置值在校对后未正确覆盖对刀参数,程序执行到赋值指令时将出现数据类型不匹配或数值溢出的报警。当对刀仪出现此类报警时,建议操作人员在手动模式下逐段运行对刀程序,观察每一步变量值的变化,定位后修改对应参数并重新试运行确认。
3、数控系统内存中的对刀仪参数表掉电丢失也是一个不可忽视的因素。数控系统电池电压低于标称值或断电时间过长时,存储在易失性存储器中的对刀偏移量、安全高度等参数可能恢复为出厂默认值,导致对刀仪实际工作参数与程序设定值不一致。因此每次更换数控系统电池后,操作人员应重新核对并写入对刀仪参数表中所有关键参数项。设备管理人员可将参数表导出备份保存,作为参数恢复时的参照依据,减少因参数丢失导致的重复调试时间。
五、现场快速排查步骤与日常预防维护
1、面对对刀仪程序报警,现场操作人员可按照标准化步骤进行快速排查。第一步,查看数控系统屏幕报警代码并记录,同时观察对刀仪当前状态和故障指示灯颜色;第二步,手动操作对刀仪各动作单元——测头伸缩、滑座升降和信号触发,评估各机构是否正常工作;第三步,使用万用表检测测头信号线的通断和绝缘电阻,确认传感器回路的电气完整性;第四步,重启对刀仪控制器和数控系统通讯链路,排除偶发性通讯故障;第五步,如上述步骤均未发现问题,则调出对刀程序参数进行逐项核对。按照这一顺序排查,百分之八十以上的对刀仪程序报警可在十五分钟内定位并处理。
2、对刀仪的日常预防维护是降低报警频次的最有效手段。每日开机后应执行测头清洁和手动触发测试,确认信号响应灵敏、回弹复位正常。每周检查气源处理单元的排水情况和油雾器油位,确保供气质量满足气缸工作要求。每月测量一次测头触发重复精度,在标准刀具上连续对刀十次,计算对刀长度值的标准偏差,偏差超过零点零一毫米时需要检查测头安装紧固状态或考虑更换测头组件。每半年由设备维护人员对导轨、轴承和密封件进行状态评估,磨损严重的部件及时更换。
3、对刀仪使用环境的管理同样影响程序报警率。对刀仪安装位置应避开切削液直接喷射区域和切屑排出方向,必要时加装防护挡板或防溅罩。现场环境温度尽量保持在十到四十摄氏度范围内,温度超过五十摄氏度时测头内部电子元件的故障率会明显上升。做好湿度控制,相对湿度超过百分之八十的恶劣环境应配备除湿设备,防止电子元器件受潮引发绝缘下降或信号短路。从环境到设备再到参数配置三层控制体系联动,可将对刀仪程序报警的月均发生频次降低至一到两次以内。
以下是您可能还关注的问题与解答:
Q:对刀仪程序报警时手动操作对刀是否可行?
A:在程序报警排除之前不建议强制手动对刀,因为导致报警的根本故障可能同时影响手动模式下的对刀精度和安全性。建议先按照排查流程恢复程序正常运行后再执行对刀操作,避免因传感器失效或参数错误造成刀具碰撞事故。
Q:对刀仪测头的使用寿命一般是多少次触发?
A:优质对刀仪测头的设计触发寿命通常在一百万到三百万次之间,实际使用寿命受切削液腐蚀程度和碰撞冲击情况影响较大。当测头触发精度下降至标称值两倍以上,或出现偶发不触发现象时应及时更换。
Q:雷尼绍对刀仪和国产对刀仪的报警代码通用吗?
A:不同品牌对刀仪的报警代码体系不通用,雷尼绍对刀仪采用自有编码体系,国产对刀仪品牌多数参照日系或德系标准编制。操作人员应参照具体设备配套的说明书中的报警代码对照表进行故障判断,不可跨品牌直接套用经验代码。
Q:更换刀具后频繁出现对刀程序报警如何处理?
A:换刀后频繁报警需优先排查刀柄拉钉长度是否在标准范围内,过长或过短的拉钉会导致刀具在刀套中轴向位置偏移,对刀测头的触碰点偏离预设位置触发超限报警。同时检查新刀刀柄锥面是否清洁,锥面附着切屑或锈蚀会使刀具在主轴锥孔中径向偏摆,造成对刀值跳动超差报警。
对刀仪程序报警的现场处理并不复杂,关键在于操作人员能够根据报警代码和现场症状快速判断故障所属类别,从传感器、机械传动、通讯参数三大方向进行针对性排查。配合规范的日常维护保养和合理的环境管理,绝大部分报警问题可在现场得到及时解决,将对刀仪停机时间控制在最低限度,保障数控加工中心的持续生产节拍不受影响。






