




















































































































































磨床在机械加工设备体系中承担的是精度提升与表面质量最终保障的工作。车、铣、钻等切削工序完成后,需要进一步提升尺寸精度、形位精度和表面粗糙度时,磨削工序便是最常见的后续选择。磨床种类繁多,不同类型对应不同的被加工面形状和工件特征,选错机型轻则效率低下,重则根本无法完成加工目标。从工业现场的实际应用角度出发,把几类主要磨床的结构特点、适用场合和关键参数讲清楚,是指导设备选型与工艺规划的基本前提。
一、磨床分类体系与基本原理
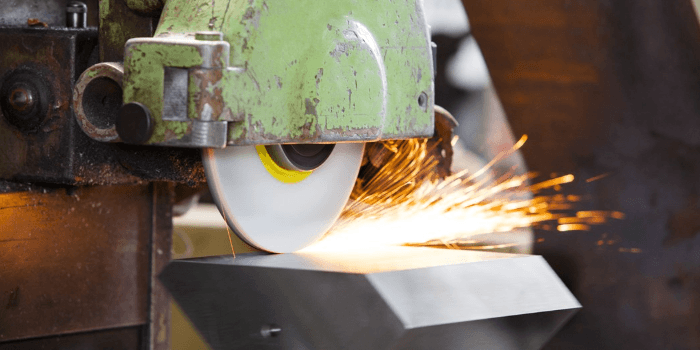
1、磨削加工的本质是利用高速旋转的砂轮,通过砂轮上无数微小磨粒的刃口对工件表面进行微量切削。砂轮线速度通常在30至80米每秒之间,高速磨削型号可达100至200米每秒,远高于普通切削工序的刀具速度。正是这种高速、多刃、微量的切削方式,使磨削可以达到车铣工序难以企及的表面粗糙度和尺寸精度。
2、磨床的分类方式有多种。按被加工面形状分,可分为平面磨床、外圆磨床、内圆磨床、无心磨床、曲面磨床等;按砂轮工作面分,可分为砂轮周面磨削和端面磨削两类;按自动化程度分,可分为手动磨床、数控磨床、全自动磨床。实际生产中,以被加工面形状为主维度的分类方式最为通用,也最直接指导设备选型决策。
3、磨床的核心精度指标包括:工作台重复定位精度(通常在0.002至0.005毫米之间)、主轴径向跳动(精密级不大于0.001至0.003毫米)、砂轮修整精度(关系最终表面粗糙度)、导轨直线度(精密平面磨床要求不大于0.003毫米每米)。这些基础精度参数决定了磨床能加工出的工件精度上限,是选型时必须对照加工需求逐项核查的依据。
二、平面磨床:平面精加工的主力机型
1、平面磨床用于加工工件的平面,是机械加工车间中数量最多的磨床类型。标准配置为矩形电磁吸盘工作台,利用电磁吸附固定工件,工作台做纵向往复运动,砂轮横向进给,完成平面磨削。工作台磁盘尺寸从200×500毫米的小型机到600×2000毫米以上的重型机均有覆盖,加工尺寸范围广泛。
2、按主轴与工作台的位置关系,平面磨床分为卧轴矩台式和立轴矩台式(也称端面磨床)两类。卧轴矩台式用砂轮周面磨削,接触面积小,磨削热少,冷却充分,表面质量好,粗糙度可达零点四至零点八微米,是模具分型面、导轨面、精密量具等高精度平面的标准加工方式。立轴矩台式用砂轮端面磨削,砂轮与工件接触面积大,磨削效率高出卧轴型数倍,适合大批量中等精度平面的快速去余量,粗糙度一般在零点八至三点二微米之间。
3、数控平面磨床在卧轴矩台式基础上增加数控轴控制,可实现自动进给量设定、磨削循环程序化、砂轮自动修整等功能,大幅减少人工干预。磨削精度方面,精密数控平面磨床的平面度控制在0.002至0.005毫米每三百毫米,工件厚度一致性偏差可控制在0.001至0.003毫米,适合精密模具、刀具刃磨、液压元件密封面等场合。
4、平面磨床配套磁盘的选择影响加工灵活性。电磁吸盘适合大多数导磁工件,通断方便;永磁吸盘无需电源,使用安全,适合停电风险场合;精密正弦磁盘可将工件倾斜特定角度,实现斜面磨削;对于铝合金、铜合金等非导磁工件,需要改用精密平口钳或专用夹具配合平面磨床加工。
三、外圆磨床与无心磨床:轴类工件的两条技术路径
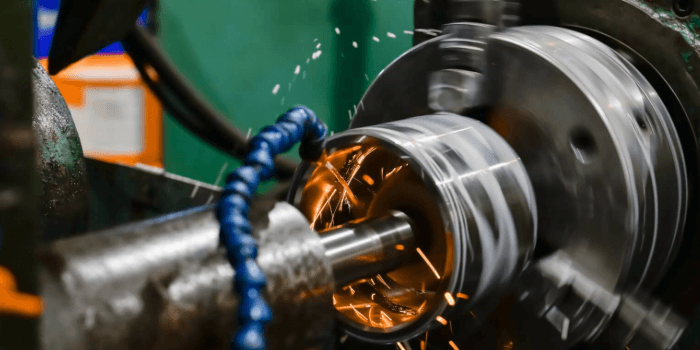
1、外圆磨床用于磨削轴类、套类工件的外圆柱面、圆锥面和端面台阶。工件装夹在两顶尖之间(顶尖架方式)或夹持在卡盘上,工件自身旋转,砂轮高速旋转,两者相对运动完成外圆磨削。顶尖架方式定位精度高,适合长轴类工件;卡盘方式适合短轴和带台阶的轴类零件。
2、外圆磨床的核心精度指标是圆度和圆柱度。精密外圆磨床的工件圆度可控制在0.001至0.003毫米,圆柱度在0.002至0.005毫米每三百毫米,表面粗糙度达到零点二至零点四微米。配合精密砂轮修整器,可加工出符合高精度轴承配合要求的轴颈尺寸,公差等级达到国标六至七级(轴公差约零点零一至零点零一八毫米,直径区间25至50毫米段)。
3、通用型外圆磨床在标准外圆磨床基础上增加了砂轮架回转功能,砂轮架可在水平面内旋转一定角度(通常±30度),配合工件旋转,实现锥面磨削,同时可增配内圆磨头附件,在一台机器上完成外圆和内圆的磨削,适合中小批量多品种工件的柔性加工需求。
4、无心磨床是外圆磨削的另一种技术形式,工件不需要顶尖或卡盘支撑,而是放置在砂轮与导轮之间,由下方托板(支承刀)支持,依靠导轮的摩擦力带动工件旋转,砂轮磨削外圆。导轮轴线相对砂轮轴线倾斜约一至六度,产生轴向推力,使工件连续穿过磨削区,实现贯通磨削。无心磨床换料快、无需装夹,单台生产效率是顶尖式外圆磨床的三至五倍,是轴承滚动体、活塞销、液压阀芯等大批量轴类零件的标准加工设备。
四、内圆磨床与专用磨床:孔类与特殊面加工
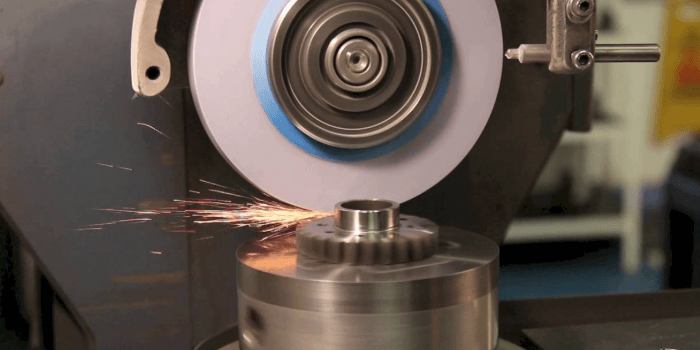
1、内圆磨床用于磨削工件的内孔,包括圆柱孔、锥孔和盲孔端面。内圆磨削的特点是砂轮直径受限于孔径,砂轮直径通常为孔径的百分之六十至八十,悬伸较大,系统刚性低,磨削热集中,冷却困难,加工效率低于外圆磨削,但能达到很高的孔内表面精度,圆度可控制在0.001至0.002毫米,粗糙度达零点二至零点四微米。
2、卧式内圆磨床工件夹持在卡盘上旋转,砂轮主轴伸入孔内磨削,适合中大型轴承套圈、液压缸筒、齿轮内孔等有一定长度的通孔加工;立式内圆磨床工件固定,砂轮行星运动(公转加自转),适合大型箱体内孔和端盖内孔的加工,工件无需旋转,装夹方便。坐标磨床是内圆磨床的精密版本,通过数控坐标定位,在磨削孔的同时精确控制孔位坐标,公差可达0.001至0.003毫米,是精密模具成型孔加工的关键设备。
3、工具磨床专门用于刃磨各类金属切削刀具,包括铣刀、钻头、铰刀、车刀、成型刀等。工具磨床具备多轴数控功能,砂轮与工件之间可实现复杂的相对运动,磨削出刀具所需的各种角度面和复杂刃型。五轴数控工具磨床是当前刀具制造和刃磨行业的主流设备,可在一次装夹中完成球头铣刀、螺旋槽钻头等复杂刃型的全部磨削工序,角度控制精度在角秒级。
4、凸轮轴磨床、曲轴磨床、螺纹磨床、齿轮磨床等则是针对特定工件的专用磨床。凸轮轴磨床通过工件旋转与砂轮径向进给的联动,磨削出凸轮的升程曲线;螺纹磨床利用成型砂轮磨削精密丝杠和螺纹量规,螺距累积误差可控制在每三百毫米范围内不超过三至五微米;齿轮磨床用于精密齿轮的齿形磨削,可将齿轮精度提升至国标三至五级(齿形误差约二至八微米),是减速机、精密传动装置中高等级齿轮的必用工序。
五、数控磨床与磨床选型要点
1、数控化改造是当前磨床设备的主要发展方向。数控磨床在传统磨床功能基础上,增加了磨削循环程序编制、自动砂轮修整补偿、在线测量反馈修正等功能。在线测量系统通过气动测量头或接触式测量头实时采集工件尺寸,将偏差信号反馈给数控系统自动调整磨削量,消除因热变形、砂轮磨损引起的尺寸漂移,实现磨削尺寸的闭环控制,加工尺寸散差可控制在微米级。
2、选型时首要确认的是被加工面类型与工件几何特征:平面对应平面磨床,外圆柱面对应外圆磨床或无心磨床,内孔对应内圆磨床,复杂曲面对应专用或五轴数控磨床。其次确认加工精度要求,通用磨床精度等级分为普通型(粗糙度零点八至一点六微米)、精密型(零点二至零点四微米)、高精密型(零点一微米以下),机型档次差异直接反映在设备主轴、导轨、传动系统的制造精度标准上,选型时需留有余地,不建议让设备长期在标称精度极限附近工作。
3、工件批量与生产节拍影响机型选择方向。单件小批加工选用通用型磨床,操作灵活;中批量生产选用普通数控磨床,循环时间稳定可重复;大批量连续生产选用全自动数控磨床或无心磨床,配合自动上下料装置实现较高加工效率。磨床主轴功率的选择通常按照每平方毫米接触面积零点五至一点五千瓦的比例匹配,重磨、强力磨削场合取上限。
4、砂轮线速度是影响磨削质量和效率的关键参数,也是选型时需关注的机床标定能力。普通磨床砂轮线速度三十至四十五米每秒,高速磨床六十至八十米每秒,超高速磨床一百米每秒以上。高速磨削可显著减小磨削力,降低工件烧伤风险,提高表面质量,但对砂轮强度和主轴动平衡要求极高,设备成本和砂轮消耗成本也相应提升,需根据实际加工对象的烧伤敏感性和批量规模综合判断是否值得选用。
以下是您可能还关注的问题与解答:
Q:平面磨床和铣床都能加工平面,在精度要求不高时是否可以用铣床代替平面磨床?
A:在精度要求宽松(平面度要求不严于零点零五毫米、粗糙度允许在一点六微米以上)的场合,铣削精加工确实可以省去磨削工序,这在实际生产中也很常见。但当工件材料硬度较高(如淬硬钢、硬质合金)或平面度/粗糙度要求更严时,铣削受限于刀具材质和切削力,无法实现磨削的精度水平。两者在工艺链上是互补关系,而非替代关系,选择依据是工件材料硬度和最终精度要求,而非设备偏好。
Q:无心磨床和顶尖式外圆磨床加工出来的圆柱度有何差异?
A:无心磨床的圆度和圆柱度与顶尖式外圆磨床相当,高精度无心磨床圆度同样可达到零点001至零点003毫米。但无心磨床对工件的同轴度控制能力弱于顶尖式磨床——若工件存在多段轴径,每次单独上下料磨削后,各段同轴度无法通过无心磨床本身保证,需要通过多次磨削配合工艺尺寸链来控制。需要严格同轴度(通常在零点003至零点005毫米以内)的多台阶轴类工件,应选用顶尖式外圆磨床一次装夹完成所有外圆磨削。
Q:工件磨削后出现烧伤现象,应从哪些方面排查?
A:磨削烧伤是磨削热超过工件材料临界温度,导致表面金相组织改变(回火烧伤或二次淬硬)。排查顺序:进给量过大是最常见原因,将单次进给量降低百分之二十至三十后重试;砂轮过钝(磨料磨损后摩擦热增加),按规范修整砂轮;砂轮硬度选择偏硬(脱粒困难,磨粒钝化后仍不脱落),更换软一级砂轮;冷却液流量不足或冷却液喷射角度未对准磨削区,调整至直接覆盖接触弧区域;工件材料为烧伤敏感型(如含锰高速钢、钛合金),需将砂轮线速度降低或改用超硬磨料砂轮。
Q:选购二手磨床应重点检查哪些项目?
A:二手磨床的关键检查项目分三类。精度类:用框式水平仪检验工作台平面度,用千分表检验主轴径向跳动,用激光干涉仪或步距规检验工作台定位精度,对比设备原始精度文件判断衰退幅度;机械类:检查主轴轴承间隙和运转噪音,检验导轨贴合精度(用塞尺测量导轨间隙应不超过零点零二毫米),检查砂轮架进给机构的反向间隙是否过大;电气类:检查磁盘吸力是否均匀(分区测试),电磁吸盘换向后的剩磁是否在允许范围内(一般要求剩磁不超过零点六毫特斯拉),以及数控系统的运行状态和备件供应情况。精度测试结果直接反映设备的实际可用加工精度范围,是决策的主要依据。
磨床设备体系的核心逻辑是"加工面形状决定机型方向,精度要求决定档次选择,批量规模决定自动化配置"。平面磨床、外圆磨床、无心磨床、内圆磨床四类覆盖了机械加工中绝大多数磨削需求,工具磨床和各类专用磨床则延伸到刀具制造和特殊零件场合。理解每类磨床的工作原理和结构特点,结合实际零件的材料硬度、精度等级、生产批量三要素综合判断,是制定合理磨削工艺方案和选型决策的基本方法。






