




















































































































































量具选择是机械加工与质量管控中的基础环节,选对量具不仅能提高检测效率,还能避免误判风险。企业在面对卡尺、千分尺、百分表、千分表、高度规、塞规、环规、块规、三坐标测量机、影像测量仪等众多器具时,经常出现精度过剩、功能不足或维护成本超支等问题。下面从测量任务定位、精度匹配、器具类型、经济性评估以及选型流程五个角度,系统梳理量具选择的核心原则与评估标准。
一、测量任务定位与量具分类体系
1、量具选型的起始环节,是把测量任务分成尺寸测量、形位公差测量、表面质量测量和专用参数测量四大类。尺寸测量包括长度、直径、深度、厚度等基本几何量;形位公差测量涉及直线度、平面度、圆度、圆柱度、垂直度、同轴度等;表面质量测量涵盖粗糙度、波纹度、硬度等;专用参数测量则包括螺纹中径、齿轮齿形、齿轮齿距等。
2、按测量精度档次,量具大致可分为普通级、精密级和高精密级三类。普通级量具如游标卡尺、普通百分表,适合工序间快速抽检;精密级量具如数显千分尺、杠杆千分表、高度规,用于终检或关键尺寸确认;高精密级量具如光学比较仪、三坐标测量机、圆度仪、表面粗糙度仪,则面向计量室或研发验证。
3、按测量方式,量具还可分为直接读数式、比较式和综合检验式。直接读数式量具能直接显示被测量值,如数显卡尺、千分尺;比较式量具需要借助标准件进行相对比较,如杠杆比较仪、气动量仪;综合检验式量具如塞规、环规,只能判断合格与否,不给出具体数值。明确测量任务和精度要求,才能避免选错量具类型。
二、精度匹配原则与测量不确定度控制
1、量具精度选择的核心原则是测量不确定度应小于被测尺寸公差带的一定比例。行业通行做法是用量具的最小分度值或测量不确定度,占被测尺寸公差带的十分之一到五分之一之间。例如被测尺寸公差为±0.05毫米,量具的最小分度值宜为0.01毫米,对应公差带的五分之一;若公差为±0.01毫米,则应选用分度值0.001毫米的千分尺或更高精度器具。
2、测量不确定度由量具本身的示值误差、读数误差、温度影响、操作者因素和工件形状误差共同构成。普通卡尺的示值误差通常在±0.03毫米左右,数显卡尺可达到±0.02毫米,外径千分尺的示值误差一般为±0.004毫米,内径千分尺稍大。选择量具时不能只看分辨率,更要看检定证书上的最大允许误差。
3、温度对机械尺寸测量的影响不可忽视。标准测量温度为20摄氏度,钢制工件每米长度每摄氏度变化约11微米。铝合金工件的热膨胀系数约为钢的2倍。当被测件与量具材料不同或现场温度偏离标准温度较多时,应优先选用温度膨胀系数相近的量具,或控制测量环境温度在20±2摄氏度以内,精密测量甚至要求20±0.5摄氏度。
三、常见量具类型与典型应用场景
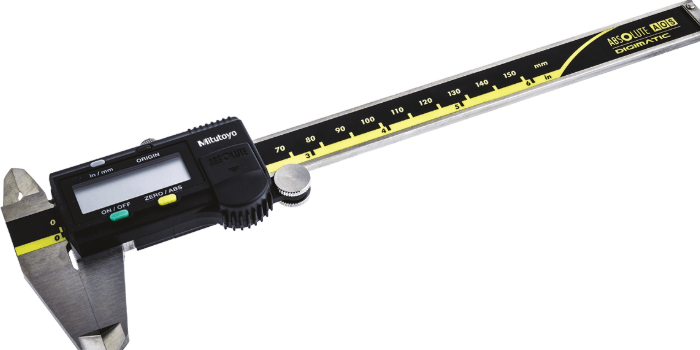
1、游标卡尺和数显卡尺适用于长度、外径、内径、深度等多功能快速测量。测量范围常见0至150毫米、0至200毫米、0至300毫米,分度值0.02毫米或0.01毫米。这类量具灵活方便,适合车间现场工序抽检,但精度有限,不适合评定精密尺寸或形位公差。
2、外径千分尺、内径千分尺和深度千分尺适合精度要求更高的尺寸测量。外径千分尺分度值0.001毫米,测量范围按25毫米分段,如0至25毫米、25至50毫米等。内径千分尺配合接杆可测量大直径,测力稳定是获得准确读数的关键。使用千分尺时要注意测量面的清洁和零位校准。
3、百分表和千分表用于形位公差和相对位置测量。百分表分度值0.01毫米,量程5至10毫米;千分表分度值0.001毫米,量程1至5毫米。配合磁性表座、平板或V形块,可测量平面度、圆跳动、同轴度等。测量时需注意测杆与被测面垂直,偏斜会引入余弦误差。
4、塞规、环规和通止规属于综合检验工具,适合大批量生产中的快速判定。塞规用于检验孔径,环规用于检验轴径,通规能通过、止规不能通过即为合格。这类量具效率高,但需要按工件尺寸定制,柔性差,适用于稳定批量生产。
5、三坐标测量机、影像测量仪和光学比较仪属于高精密测量设备。三坐标测量机可测量复杂三维尺寸和形位公差,精度等级从几微米到零点几微米不等;影像测量仪适合薄壁、软质、小尺寸二维尺寸测量;光学比较仪通过投影放大原理检测轮廓形状。这些设备投资大、对环境要求高,适合精密零件或计量室使用。

四、经济性评估与使用寿命管理
1、量具采购成本只是总成本的一部分,还需考虑校准费用、维护费用、使用培训成本和因测量误判导致的质量损失。一把进口高精度千分尺的采购价可能是国产普通产品的3至5倍,但其稳定性和使用寿命也更长。企业应根据零件价值和公差要求,选择性价比合理的量具,而不是一味追求高精度。
2、量具的使用寿命与使用频率、保养状况和操作规范密切相关。卡尺和千分尺的测量面属于易磨损部位,使用频繁时每年磨损量可达几微米。千分尺棘轮装置、卡尺滑动机构需要定期清洁和润滑。建立量具台账、规定检定周期、实施预防性维护,能有效延长使用寿命并保持测量精度。
3、校准周期的设定应依据使用频率和精度等级。普通车间量具通常每6至12个月校准一次;精密量具每3至6个月校准一次;高精密计量器具可能需要每月甚至更短周期校准。校准应由具备资质的计量机构或内部计量室执行,并保留校准记录以便追溯。发现量具超差时应立即停用,并评估已检产品的追溯范围。
五、选型流程与常见误区规避
1、量具选型的标准流程可分为六步:明确被测参数和公差要求、确定测量精度等级、选择量具类型、确认测量范围、评估环境与操作人员能力、再核算综合成本。每一步都需要记录依据,形成选型文件,避免凭经验随意选择。
2、常见误区包括精度过度匹配、忽视量具测量范围、不考虑工件材料特性、以及把综合检验量具当作精密测量量具使用。例如用三坐标测量机去检测大量简单尺寸,会造成设备利用率低、成本高;用普通卡尺测量精密孔径,则会导致误判。量具应与测量任务形成精准匹配。
3、另一个误区是忽略测量环境。车间振动、粉尘、切削液、温度波动都会影响量具读数。数显量具虽然读数方便,但怕潮湿和油污;机械量具相对皮实,但读数依赖操作者经验。在恶劣环境下,应优先选用防护等级较高的量具,或把关键测量安排在相对稳定的测量室进行。
以下是您可能还关注的问题与解答:
Q:测量精度要求很高时,是否一定需要买最贵的量具?
A:不一定。高精度量具价格昂贵,对环境、操作技能和维护要求也更高。企业应先用测量不确定度分析方法确定实际需要达到的精度等级,再选择满足要求的量具。对于批量生产中的关键尺寸,可以配置少量高精密量具用于抽检,其余工序用经济型量具快速筛选。
Q:卡尺和千分尺在精度上有什么区别?
A:普通游标卡尺的分度值通常为0.02毫米,数显卡尺为0.01毫米,示值误差约为±0.03毫米;千分尺分度值为0.001毫米,示值误差约为±0.004毫米。当被测公差带小于0.05毫米时,建议优先选用千分尺或更精密量具,以降低误判风险。
Q:量具校准周期应该怎么定?
A:校准周期应结合量具精度等级、使用频率、使用环境和历史稳定性确定。普通车间量具一般每6至12个月校准一次,精密量具每3至6个月一次,高精密量具每1至3个月一次。使用中发现跌落、碰撞或读数异常时,应提前送校。
Q:选购数显量具还是机械量具更好?
A:数显量具读数直观、数据便于记录,适合批量检测和统计过程控制;机械量具结构简单、耐用性强、不依赖电池,适合环境较差或偶尔使用的场合。企业可根据使用环境和人员习惯综合选择,也可两种类型配合使用。
Q:三坐标测量机能否替代所有量具?
A:不能。三坐标测量机适合复杂形状、多尺寸和形位公差的综合测量,但设备投资大、测量节拍相对慢、对环境要求高。对于简单尺寸、大批量生产或现场快速抽检,卡尺、千分尺、塞规等专用量具效率更高、成本更低。两类量具应形成互补。
量具选择的核心在于精准匹配测量任务、精度等级、使用环境和经济成本。企业应建立量具选型规范和台账管理制度,把测量不确定度作为决策依据,避免精度不足或精度浪费。合理搭配普通级、精密级和高精密级量具,配合规范的校准与维护流程,才能真正发挥质量检测的支撑作用。






