




















































































































































游标卡尺是机械加工现场广泛使用的长度测量量具,除测量外径和内径外,其尾部的深度尺(也称深度杆或深度测量尺)同样承担着常用深度尺寸的检测功能。许多操作者对深度尺的使用方法和注意事项掌握不够充分,导致测量结果偏差较大。本文围绕卡尺深度尺的结构原理、操作规范和误差规避展开,帮助现场检验人员正确使用这一基础但实用的功能。
一、深度尺的构造与工作原理
深度尺在卡尺结构中的位置
游标卡尺的深度尺安装在尺身尾部,是一条与尺身等宽的细长矩形截面杆。当活动尺框沿尺身滑动时,深度尺随尺框同步伸出,其端面即为深度测量的基准面。深度尺的测量面一般经过精密研磨,平面度和垂直度有严格公差要求。深度尺的截面尺寸与尺身宽度相同,伸出长度通常与卡尺量程对应。
深度测量的几何原理
深度尺的测量基于尺身端面与深度尺端面之间的轴向距离。将尺身端面平贴在被测孔或槽的开口端面上,推动尺框使深度尺伸出,其端面触及孔底或槽底,此时卡尺读数即为被测深度值。深度测量的准确度依赖于尺身端面与被测面之间的完全贴合,以及深度尺轴线与工件基准面的垂直关系。
二、深度尺的正确操作方法
测量前的准备工作
使用深度尺前应清洁尺身端面和深度尺测量面,确保无切屑、毛刺或油污附着。检查游标零位,将尺框推到底使深度尺完全缩回,此时游标零线应与主尺零线对齐。深度尺端面应无磕碰和磨损,可用平晶或精密平板检查平面度,光源透光应均匀。
标准测量操作流程
将尺身端面平稳贴附在被测孔口端面上,用拇指缓慢推动尺框使深度尺伸出,深度尺端面轻轻触及孔底或槽底。推动时有轻微接触感即停止,不可用力过猛导致尺身端面翘起。保持尺身端面与被测面全周紧密接触,视线垂直于被测面以目视游标刻线。数显卡尺可直接读取液晶显示数值,游标卡尺需对齐零线,带表卡尺读取指针示值。
尺寸锁定与读数技巧
测量到位后,可先旋紧尺框锁紧螺钉,从工件上取下卡尺再读数,避免斜视导致的视差。取下时应平直抽出,不可旋转或扳动,保护深度尺端面不受意外碰撞。多次重复测量同一位置取平均值,可降低单次操作误差的影响。
不同孔槽形状的应对方法
孔径大于尺身宽度时,尺身端面能完整贴合孔口端面,测量条件理想;孔径小于尺身宽度时,间距尺身端面外侧悬空,此时需使用专用深度量具。测量窄槽或盲孔底部时,深度尺可能触底端面与槽底实际接触位置有偏差,应在实测前目检确认接触面位置。发现深度尺端面面积过大不能抵达被测底面的,应改用深度千分尺或专用探针式深度规。
三、深度尺的使用精度与误差分析
阿贝误差的来源
卡尺深度尺的测量轴线与被测深度尺寸线不重合,两者之间存在一个偏置距离。这种不符合阿贝原则的结构会产生一阶角度误差。当尺框与尺身之间存在微小间隙时,尺框受力倾斜会放大为深度尺端面的位置偏差。测量过程中保持尺框平稳直线推动、手部力度均匀,可减小该误差。
贴合不良造成的误差
尺身端面与被测工件开口端面之间存在铁锈、毛刺或异物时,测量基准面倾斜,测得的深度值将大于实际深度。被测孔口端面不平整或与孔轴线不垂直时,同样产生基准误差。测量前去除异物和毛刺、保持端面清洁,对保证测量准确性非常重要。
温度对深度测量的影响
工件温度和量具温度不一致时,因热膨胀系数差异会产生测量偏差。精密深度测量应使卡尺和工件处于相同环境温度下充分热平衡后再进行。对于铝、铜等膨胀系数较大的材料,尤其需要注意温度平衡。

四、不同类型卡尺的深度尺特点
游标卡尺的深度尺
传统游标卡尺的深度尺读数依赖游标刻线对齐判定,分辨率通常为零点零二毫米或零点零五毫米。游标卡尺结构简单、成本低,适合中低精度深度测量。读数时对光线和视角要求较高,需保证良好的视觉条件和正对视角才能准确判读。
带表卡尺的深度尺
带表卡尺在尺框上装有圆形指示表,深度尺位移通过齿条和齿轮放大后在表盘上显示。读数便捷性优于游标式,分辨率可达零点零一毫米。带表卡尺深度尺使用前需检查指针归零和回程差,表盘内的齿轮啮合间隙会影响深度示值的重复性。
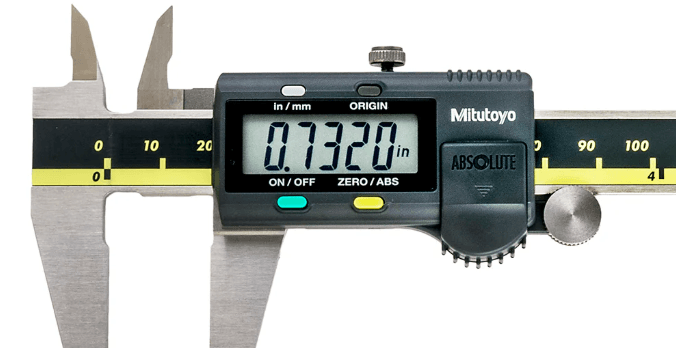
数显卡尺的深度尺
数显卡尺采用容栅或磁栅位移传感器,深度尺的位移量以数字方式在液晶屏上显示,分辨率可达零点零一毫米。数显卡尺读数直观、零位方便设定,深度测量时可在任意位置设置零点进行相对深度测量。传感器对油污和切削液敏感,使用后应及时清洁。
五、深度尺的保养与校验
日常清洁与保管
使用后用软布擦拭深度尺端面和尺身端面的脏污,涂抹薄层防锈油。卡尺应平放于专用量具盒内,深度尺保持缩回状态存放,避免伸出状态的意外碰撞造成弯曲或端面损伤。深度尺截面较薄,跌落或受力弯曲后难以复原,会直接影响测量精度。
定期校验内容
深度尺零位校准每次使用前均需确认,深度尺完全缩回时游标零线与尺身零线齐平。示值误差校验可用标准量块组或高度规在不同深度值上进行,例如用十毫米、三十毫米和五十毫米量块堆叠建立深度基准。校验结果应记录归档,误差超出允许范围时及时送修。
修理与更换判定
深度尺端面出现明显磨损凹坑、平面度超差或弯曲变形时,需送专业计量维修机构进行研磨修复。修复后深度尺长度缩短,整体卡尺的零位需要重新调整。多次修复后深度尺长度不足影响量程下限使用时,建议更换整把卡尺。
六、卡尺深度尺功能对照表
以下表格整理了不同类型卡尺深度尺的功能特点和使用注意事项。
| 卡尺类型 | 分辨率 | 读数方式 | 适用精度等级 | 深度尺特点 |
| 游标卡尺 | 零点零二毫米或零点零五毫米 | 游标刻线对齐判读 | 中低精度 | 结构简单、成本低,需正对视角读数 |
| 带表卡尺 | 零点零一毫米 | 圆形指示表读取 | 中等精度 | 读数快,需检查回程差 |
| 数显卡尺 | 零点零一毫米 | 数字液晶显示 | 中高精度 | 任意点设零、支持相对测量 |
七、卡尺深度尺常见问答
深度尺能测量多深的孔?
深度尺的理论测量范围与卡尺主尺量程对应,常见一百五十毫米或二百毫米规格的卡尺,深度尺也具备同等量程。但实际测量能力受孔口直径限制——孔径必须大于尺身宽度才能让尺身端面完整贴合。深孔测量还需考虑深度尺的刚性,超过一百毫米的深槽测量时深度尺易发生细微弹性弯曲,建议改用专用深度尺。
深度尺测量的准确度能和外径测量一样吗?
深度尺的测量不确定度通常大于同卡尺的外径测量,主要因为深度尺存在阿贝误差且测量姿态难以保持。一般中等规格卡尺深度测量的示值误差约为正负零点零三毫米至正负零点零五毫米,外径测量则在正负零点零二毫米左右。对精度要求高的深度尺寸,建议使用深度千分尺或高度尺。
为什么深度尺端面不能用力顶紧?
用力顶紧会导致尺身端面在被测工件开口面上翘起,基准面倾斜,造成测量值偏大。还可能导致深度尺端面产生压痕变形,长期如此深度尺测量面磨损加速、平面度受损。正确的力度是尺身端面自然平贴、深度尺端面轻触被测底面即可。
数显卡尺深度测量可以设零吗?
可以。数显卡尺支持在任意位置按下归零键设定临时零点,该功能对深度相对尺寸测量非常方便。例如先测量某个参考平面高度并归零,然后测量孔底位置的距离直接在读数中显示相对差。使用后需取消临时零点并关机复原,避免下次使用混淆基准。
深度尺弯曲了还有修复价值吗?
轻微弯曲可通过计量维修人员的校正和研磨处理恢复精度,修复成本较低。严重弯曲或出现折痕时,深度尺的直线度和端面垂直度无法通过研磨单独修复,更换整把卡尺更为经济合理。日常使用时深度尺处于伸出状态时应避免碰撞工件或跌落。
总结
卡尺深度尺是一项集于游标卡尺上的实用深度测量功能,其原理基于尺身端面基准和深度尺端面触点之间的轴向距离检测。正确使用深度尺需要注意尺身端面与被测面的完全贴合、深度尺轴线的垂直度保持、力度的轻柔控制,以及读数时的视角端正。不同类型卡尺的深度尺在分辨率和功能性上有所差异,数显卡尺以其便捷的零位设置和清晰读数在深度相对测量中优势明显。将深度尺纳入日常清洁、保养和校验的范围之内,是保证测量数据可靠的基础。






