




















































































































































角度头是数控加工中心和铣床中广泛使用的侧铣附件,能够改变主轴输出方向,使刀具在垂直主轴以外的方向上进行切削,从而解决工件多面加工、深腔侧壁加工、交叉孔加工等复杂工序的装夹难题。传统三轴加工中心的主轴只能沿垂直方向做上下运动,遇到需要加工侧面、斜面或内腔侧壁的零件时,必须通过多次装夹换向来实现,既增加了工序数量又降低了位置精度。角度头通过将主轴的旋转动力传递到与主轴成一定角度的输出轴上,让刀具沿水平或倾斜方向进给,实现一次装夹完成多面加工,是现代柔性制造和精密加工领域的重要辅助装备。
一、基本结构与工作原理
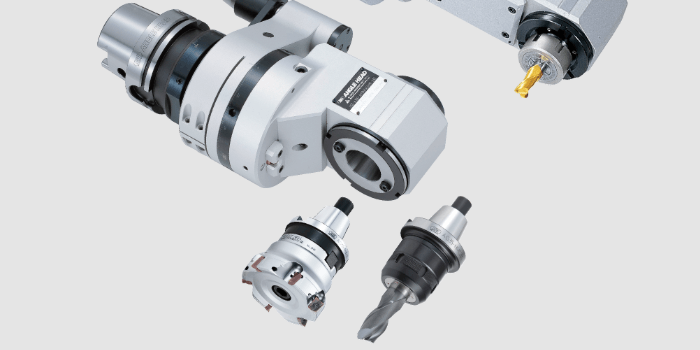
1、角度头由输入轴、齿轮传动机构、输出轴、壳体、法兰接口五部分组成。输入轴通过锥柄或圆柱柄与机床主轴连接,接收主轴的旋转动力;齿轮传动机构将动力从输入轴传递到输出轴,同时改变传动方向;输出轴安装刀具并带动刀具旋转;壳体包容内部传动部件并提供外部安装基准;法兰接口用于将角度头固定在机床主轴或机床工作台上。角度头内部结构紧凑,整体长度一般在一百五十至三百五十毫米之间,重量五至二十五公斤,需要与机床主轴功率和扭矩相匹配。
2、动力传递方式分为直驱式和齿轮式两种。直驱式角度头内部没有齿轮传动,输入轴与输出轴通过万向节或柔性联轴器直接连接,结构简单、传动效率高、发热量低,但输出角度范围有限,一般用于九十度直角输出。齿轮式角度头内部采用一对或多对锥齿轮或螺旋锥齿轮传递动力,能够实现任意角度的输出,传动比可调,适合重切削和大扭矩输出场景。齿轮式角度头需要定期润滑,内部齿轮间隙会影响加工精度,高速运转时齿轮噪音和温升是需要关注的技术指标。
3、输出角度是角度头最核心的技术参数。常见角度有九十度直角、四十五度斜角、三十度斜角、六十度斜角等,其中九十度直角角度头应用最广。特殊角度头可以定制输出角度,如一百二十度、一百三十五度等,用于特定结构零件的加工。多轴角度头在一个壳体内设置两个或多个输出轴,可同时安装两把刀具,实现一次走刀完成两个不同方向特征的加工,在批量生产中效率优势明显。
二、主要类型与结构特点
1、固定角度角度头是最基础的类型,输出轴与输入轴之间的角度固定不可调。九十度固定角度头最为常见,用于侧面槽、侧面孔、侧面轮廓的加工。固定角度头结构简单、刚性高、精度保持性好,适合常规批量加工任务。输出端可安装弹簧夹头、液压刀柄、热缩刀柄等标准刀柄接口,刀具更换与普通主轴相同,操作方便。
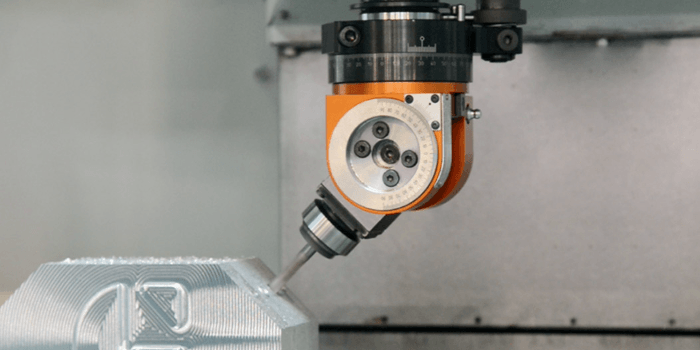
2、可调角度角度头允许输出轴在一定范围内旋转调整,常见调节范围为零至九十度或零至一百八十度。可调角度头通过蜗轮蜗杆机构或齿轮分度机构实现角度调节,调节精度一般可达一度或零点五度。这种类型适合加工斜面、斜孔、螺旋槽等角度多变特征的零件,一套可调角度头可替代多套固定角度头,降低刀具库存成本。但可调机构的间隙会引入微量角度误差,精密加工场景需要在使用前重新校准角度定位精度。
3、微型角度头专用于小型加工中心和精密铣床,整体尺寸紧凑,输出端可安装直径零点五至六毫米的微细刀具。微型角度头多用于医疗器械、精密模具、电子接插件等微小零件的侧壁加工。内部采用精密滚珠轴承支撑,径向跳动一般控制在零点零一毫米以内,满足微细加工对刀具偏摆的严格要求。微型角度头对机床主轴转速要求较高,常见工作转速一万至四万转每分钟。
4、强力角度头面向重切削和粗加工场景设计,内部采用高强度合金钢齿轮和重载轴承,可承受较大的径向和轴向切削力。强力角度头的外壳采用铸铁或铸钢材质,散热片面积大,内部配备强制润滑或油雾润滑系统,适合大型模具、工程机械零件的重载侧铣加工。强力角度头的重量较大,对机床主轴轴承和自动换刀系统的负载能力要求较高,选型时需要确认机床主轴允许的最大附件重量。
三、多面加工应用场景
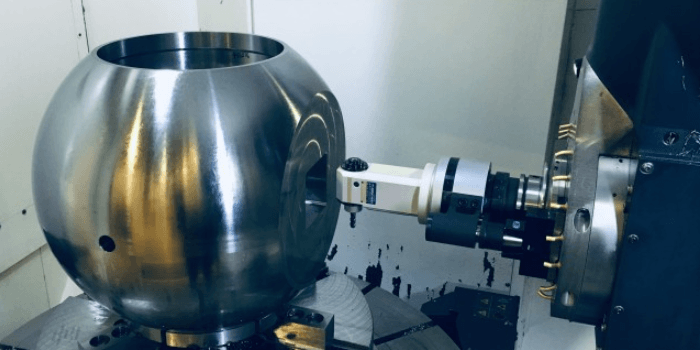
1、箱体类零件加工是角度头最典型的应用。发动机缸体、减速器壳体、阀体等箱体零件需要在多个侧面加工平面、孔系、螺纹和沟槽。使用角度头可在一次装夹中完成顶面、底面、前面、后面、左面、右面共六个方向的加工,避免了多次装夹造成的基准转换误差。加工中心配合分度工作台和角度头,可实现五面甚至六面加工,位置精度可达正负零点零二毫米以内,相比多次装夹方式效率提升百分之四十至六十。
2、深腔模具加工是角度头不可替代的应用场景。注塑模具、压铸模具的型腔深度往往达到一百至三百毫米,侧壁需要加工拔模斜面、排气槽、冷却水道孔等特征。使用加长刀具从顶部垂直下刀加工侧壁,刀具悬伸长、刚性差、振动大,表面质量难以保证。角度头将刀具转换为水平方向伸入型腔,刀具悬伸大幅缩短,切削稳定性显著提升,侧壁表面粗糙度可从三点二微米改善至零点八微米。
3、交叉孔和横向孔加工常使用角度头配合机床工作台旋转功能。在轴类、管类、壳体类零件上,垂直于主轴方向的交叉孔和横向孔若采用分度头或专用夹具装夹,准备时间长且通用性差。角度头可直接将钻头或铰刀沿水平方向送入工件,配合数控程序的坐标旋转功能,实现任意角度交叉孔的加工。对于直径五至三十毫米的交叉孔,角度头加工方案比专用夹具方案节省装夹准备时间百分之六十以上。
4、航空航天结构件加工中角度头用于梁、框、肋等铝合金零件的侧壁槽和侧边孔加工。航空结构件尺寸大、壁厚薄、刚性差,需要避免多次装夹变形。角度头配合高速主轴和轻质合金刀具,可在一次装夹中完成零件五面加工,同时保持较高的材料去除率。航空级加工对角度头的精度要求更高,一般要求输出端径向跳动小于零点零零五毫米,角度定位精度小于零点零一度。
四、安装方式与精度保证
1、角度头与机床的连接方式主要有三种:主轴锥柄插入式、法兰盘固定式和支架支撑式。主轴锥柄插入式是最常见的方式,角度头输入端采用与机床主轴相同的锥柄规格(如莫氏锥度、国际标准化组织锥度),直接插入主轴锥孔并用拉杆拉紧。这种方式安装快速、定位精度高,但角度头的重量完全由主轴轴承承担,不适合重型角度头。法兰盘固定式通过法兰盘将角度头固定在主轴端面或机床立柱上,适合重型角度头,但安装过程需要手动对准和紧固。支架支撑式在机床工作台上设置专用支架,角度头放入支架后由压板固定,稳定性好但占用工作台空间。
2、角度头安装后的精度校准主要包括三项内容:输出轴与机床主轴的垂直度或角度精度、输出轴的径向跳动、输出轴的轴向窜动。垂直度或角度精度使用精密角尺或正弦规配合千分表检测,误差一般应小于零点零二毫米每百毫米长度。径向跳动在刀具安装端用千分表测量,精密加工要求小于零点零一毫米。轴向窜动用千分表顶在输出轴端面测量,一般要求小于零点零五毫米。校准不合格时需要检查锥柄配合是否到位、法兰固定是否均匀、内部轴承是否磨损。
3、角度头使用中的刚性问题需要特别关注。角度头相当于在主轴末端增加了一个悬伸臂,切削力在输出端产生的弯矩会通过角度头传递到主轴轴承上。加工中应适当降低切削参数,侧铣时的切深和进给量一般建议比正铣减少百分之二十至三十。对于重型角度头,建议在机床工作台上增加辅助支撑,分担主轴轴承负载,延长主轴使用寿命。加工过程中应避免让角度头承受冲击载荷,切入和切出工件时应采用圆弧进刀和退刀路径。
五、选型要点与维护保养
1、角度头选型需要综合匹配机床参数、加工任务、刀具规格三个维度。机床参数方面需要确认主轴锥柄规格、主轴允许的最大附件重量、主轴最大扭矩和功率。加工任务方面需要明确输出角度、加工材料、切削余量、精度等级,据此确定角度头类型和刚性等级。刀具规格方面需要确认输出端刀柄接口类型(弹簧夹头、液压刀柄、热缩刀柄等)和夹持范围,确保现有刀具能够通用。
2、润滑维护是角度头长期稳定运行的关键。齿轮式角度头内部需要定期补充润滑脂,一般每运行五百至一千小时或每三个月补充一次。润滑脂品种应使用设备制造商推荐的高温高速润滑脂,避免不同品牌润滑脂混用导致化学反应失效。使用油雾润滑的强力角度头需要检查油雾管路的通畅性和油雾浓度,油雾浓度不足会导致齿轮润滑不良、磨损加剧。定期检查输出端轴承的温升,正常工作时外壳温度不超过五十摄氏度,温度异常升高需要立即停机检查。
3、常见故障处理包括输出端振动、异响、精度衰退三类。输出端振动通常由刀具不平衡或刀柄夹持松动引起,需要重新动平衡刀具并检查刀柄夹紧力。异响多发生在齿轮传动机构,可能是齿轮磨损、润滑不足或轴承损坏,需要拆解检修或更换齿轮组。精度衰退表现为加工表面质量下降或尺寸超差,常见原因是轴承间隙增大或壳体变形,需要通过更换轴承或修复壳体来解决。建议每半年对角度头进行一次全面精度检测,发现问题及时处理。
4、使用记录管理有助于优化角度头的使用效率和寿命周期管理。记录内容包括每次安装日期、加工任务类型、累计运行时间、更换刀具次数、故障维修记录等。根据使用记录分析角度头在不同任务类型下的磨损规律,可以制定预防性维护计划,在精度衰退前安排检修或更换,避免在关键加工任务中出现故障停机。对于使用频率高的角度头,建议配备备用角度头,保障生产连续性。
以下是您可能还关注的问题与解答:
Q:角度头能否用于五轴加工中心?
A:可以,而且五轴加工中心配合角度头能够实现更复杂的加工策略。五轴加工中心本身具备主轴倾斜和旋转工作台功能,但某些特定角度和深腔结构仍然需要角度头来辅助实现。在五轴机床上使用角度头时,需要注意数控系统的坐标变换和碰撞仿真,确保主轴、角度头、工件和夹具之间不存在干涉。五轴联动配合角度头可实现传统方式难以完成的内腔倒扣和斜向深孔加工。
Q:角度头的加工精度与普通主轴相比差距有多大?
A:角度头由于内部增加了齿轮传动环节,输出端精度理论上低于直连主轴。普通加工中心主轴端径向跳动一般小于零点零零五毫米,而角度头输出端径向跳动一般在零点零一至零点零三毫米之间。精密级角度头通过采用高精度齿轮、预紧轴承和精细装配,可将径向跳动控制在零点零零五至零点零零八毫米,接近主轴水平。实际加工精度还与刀具悬伸、切削参数、工件刚性等因素有关,合理使用和正确安装可将精度损失控制在可接受范围内。
Q:自动换刀系统能否兼容角度头?
A:部分加工中心的自动换刀系统可以兼容小型角度头,但重型角度头一般不适合自动换刀。兼容自动换刀的角度头需要满足重量在刀库允许范围内、外形尺寸不干涉刀库运动、锥柄规格与刀库标准一致等条件。使用自动换刀角度头时,需要在数控系统中设置角度头的刀具补偿参数和长度测量循环,确保换刀后加工坐标准确。大多数重型角度头和可调角度头需要手动安装和拆卸,不适合自动换刀场景。
Q:角度头与摆头、分度头有什么区别?
A:三者在结构、功能和使用场景上差异明显。角度头是安装在主轴上的附件,输出轴角度固定或可小范围调节,不改变机床主轴本身的运动方式,适合局部侧铣加工。摆头是机床主轴本身的组成部分,主轴可以在数控系统控制下连续摆动任意角度,属于机床的固有功能,精度高、刚性好,适合复杂曲面加工。分度头是安装在工作台上的附件,用于夹持工件并做等分或连续旋转,实现工件分度加工,不改变刀具的进给方向。三者可以组合使用,例如分度头旋转工件配合角度头侧铣,实现多面多角度的复合加工。
角度头作为机床侧铣附件,在箱体加工、模具深腔、交叉孔、航空结构件等多面加工场景中发挥着不可替代的作用。从固定角度到可调角度、从微型精密到强力重载,角度头的产品类型日益丰富,能够满足不同行业和不同精度等级的加工需求。在实际应用中,角度头的安装精度、刚性匹配、润滑维护和正确使用是保障加工质量的关键。随着五轴加工技术的普及和复合加工需求的增长,角度头与数控系统的协同能力、自动换刀兼容性、在线测量补偿等智能化功能将成为未来的技术升级方向。对于加工中心用户而言,正确选型、规范安装、定期维护角度头,能够有效拓展设备加工能力,减少装夹次数,提升零件加工精度和生产效率。






