




















































































































































在数控车床、镗床和加工中心的刀具系统里,刀杆支架是一个看起来不起眼但在加工精度中扮演重要角色的部件。很多一线操作人员习惯把它叫做"刀夹"或者"刀座",但实际上刀杆支架是一个独立的功能单元,承担着夹持刀杆、传递切削力、保证刀具悬伸刚性、辅助切削液引流等多重任务。它的结构直接决定了刀具系统的整体刚度,而刀具系统的刚度又直接影响到加工表面的质量和尺寸精度。这篇文章就从刀杆支架的功能定位入手,把它的分类体系、结构特点、安装方式和选型思路一项一项讲清楚。
一、刀杆支架的基本定义与功能定位
刀杆支架是安装在机床刀架或主轴端面上、用于夹持和固定刀杆的支撑类附件。从功能上看,它要解决四个核心问题:将刀杆可靠地固定在预定位置并承受切削力的冲击;保证刀杆的轴向和径向定位精度,使刀尖在加工过程中保持稳定的位置;在长悬伸工况下抑制刀杆的振动,改善加工表面质量;以及辅助切削液输送到刀具切削区域,带走切削热和切屑。一把刀本身的精度再高,如果刀杆支架的选择或安装不当,也发挥不出刀具应有的性能。
刀杆支架的刚性是衡量其性能的首要指标。在切削过程中,刀杆受到三个方向切削分力的作用:主切削力垂直于已加工表面,进给力沿刀杆轴线方向,径向力沿垂直于刀杆轴线的方向。这三个分力的合力会使刀杆产生弯曲变形和扭转变形,变形量的大小与刀杆悬伸量的立方成正比。举例来说,一根直径三十二毫米的刀杆,悬伸长度从八十毫米增加到一百二十毫米时,在相同的切削力作用下,刀尖的挠曲变形量会增加约两倍以上。正是基于这个原理,刀杆支架的设计重点在于尽可能缩短刀杆悬伸长度,同时通过合理的夹持结构和材料选择提升系统的整体刚性。

二、刀杆支架的主要类型与结构特点
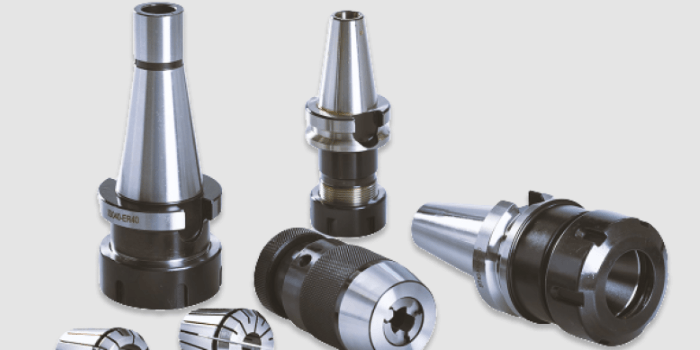
刀杆支架的种类繁多,按照夹持方式可以分成侧压式刀杆支架、弹簧夹头式刀杆支架、法兰式刀杆支架和液压胀紧式刀杆支架四大类,不同类型的刀杆支架在夹持力、重复定位精度和抗振性能上各有侧重。
侧压式刀杆支架是车床上最常见的类型,结构上采用一个或多个压紧螺钉从侧面将刀杆压向定位基准面。压紧螺钉的布置方式有上压式、侧压式和前后双压式三种。双压式的稳定性最好,两个压紧螺钉沿刀杆轴线方向错开一定距离,形成两点支撑,可以有效抵抗刀杆在切削中的扭转力矩。侧压式刀杆支架的优点是结构简单、成本低、通用性好,夹持直径范围覆盖六毫米到四十毫米甚至更大,缺点是压紧力不均匀的话容易造成刀杆倾斜,换刀后需要重新对刀。弹簧夹头式刀杆支架采用弹性夹头和锁紧螺母实现刀杆的定心和夹紧,夹持的同心度可以控制在零点零一毫米以内,重复定位精度高,适合精密镗削和铣削加工。弹性夹头通常采用六十五锰钢或弹簧钢制成,经过热处理后硬度在四十五到五十五之间,开槽形式分为直槽式和螺旋槽式两种,螺旋槽弹性夹头的夹持均匀性更好,在高转速工况下表现尤为稳定。
法兰式刀杆支架多用于大型镗床和加工中心,通过法兰端面的螺栓孔将支架固定在主轴端面或滑枕前端面上。法兰式支架的刚性强,可以承受较大的切削载荷,适合直径五十毫米以上的重型镗杆和铣刀盘。液压胀紧式刀杆支架是精度等级较高的夹持方案,通过在夹套内注入高压液压油使薄壁套筒均匀膨胀,实现对刀杆的圆周面均匀抱紧。液压胀紧的夹持同心度可以控制在零点零零三毫米到零点零零五毫米以内,而且消除了侧压螺钉造成的单点应力集中,保护了刀杆表面不受压痕损伤。液压系统的保持压力一般在二十兆帕到五十兆帕之间,松开时通过泄油螺栓释放压力即可更换刀具,操作非常方便。这类刀杆支架在精密模具加工、航空航天零件加工等高精度领域应用较多。
三、减振刀杆支架的工作机理与应用场景
深孔镗削和长悬伸加工中,刀杆振动是限制切削效率和表面质量的主要瓶颈。普通刀杆支架只能提供夹持功能,无法抑制刀杆自身的颤振。减振刀杆支架正是在这个背景下发展出来的专门解决方案。它的核心是在支架主体内部或夹持腔体中嵌入一个由弹性元件和惯性质量块构成的动力吸振器,当刀杆发生振动时,吸振器的质量块产生与振动方向相反的惯性力,将振动能量转化为热能从而抑制振幅。这种被动式减振结构无需外部能源,响应频率覆盖范围一般在三十赫兹到三百赫兹之间,正好覆盖金属切削中最常见的颤振频段。
减振刀杆支架的减振效果用减振效率来衡量,行业通用标准是在同等悬伸和切削参数条件下,减振支架的加工表面粗糙度比普通支架降低百分之四十到百分之六十,同时切削深度可以提升百分之三十到五十。以一根直径二十五毫米、悬伸长两百五十毫米的镗杆为例,使用普通侧压式支架加工钢件时,极限悬伸比(悬伸长度除以刀杆直径)超过六倍后就会产生明显振纹,而使用内置减振结构的专用支架可以支撑到八倍到十倍悬伸比仍保持稳定切削。减振刀杆支架还有一个重要机制是阻尼材料填充,部分高端产品在夹持腔体内填充高阻尼合金粉末或粘弹性聚合物材料,利用材料内部摩擦消耗振动能量,这种方法对高频振动(三百赫兹以上)的抑制效果尤为显著。
减振刀杆支架在模具行业的深腔镗削、液压阀门行业的深孔扩铰、汽车发动机缸体的精密镗孔以及航空航天结构件的深孔加工等场景中应用十分成熟。选型时需要关注的技术参数包括适用刀杆直径范围、最大悬伸支持长度、减振频率覆盖范围和适应转速范围。价格方面,减振刀杆支架通常比同规格普通支架高出三到六倍,但考虑到它带来的切削效率提升和刀具寿命延长,在长悬伸和精密加工的工况下综合成本反而是下降的。
四、刀杆支架的安装方式与机床适配要求
刀杆支架的安装精度直接决定了刀尖在机床坐标系中的初始位置,因此在安装和适配环节有几个必须确认的精度条件。刀杆支架在刀架上的定位面需要进行贴附检查,使用塞尺检测定位面之间的间隙,贴合间隙应当控制在零点零二毫米以内,间隙过大会导致刀杆支架在切削中产生微位移,直接影响加工尺寸的稳定性。刀杆支架安装后的轴线方向也需要校准,镗削加工时刀杆轴线必须与主轴旋转轴线平行,平行度在全长范围内要求不超过零点零一毫米到零点零二毫米,否则加工出的孔会出现锥度误差。在车床上使用时,刀杆支架的安装高度需要与机床主轴中心高相匹配,刀尖高度与主轴中心高的偏差应当控制在正负零点零五毫米以内,偏差过大会改变刀尖的实际工作前角和后角,影响切削力的大小和方向。
机床刀架的结构形式也决定了适配的刀杆支架类型。卧式车床常用的四工位或六工位刀架,刀杆支架通过刀槽及压板固定,刀槽宽度常见十六毫米、二十毫米、二十五毫米和三十二毫米几种规格,刀杆支架的底宽需要与刀槽宽度匹配。数控车床的电动刀架多采用刀夹系统,刀夹的锁紧方式有螺钉侧压式、后拉式和中心压紧式三种,其中后拉式刀夹在换刀重复定位精度上表现更好,换刀偏差可以控制在零点零一毫米以内。加工中心上的刀杆支架则通常与刀柄系统集成在一起,例如整体式镗刀柄或模块化镗头系统,通过锥柄和主轴的锥孔配合实现定位。锥柄的配合锥度常用七比二十四的锥度,锥面接触面积要求达到百分之八十以上,这是保证刀杆支架在主轴端安装刚性的基本条件。
五、刀杆支架的维护要求与常见问题处理
刀杆支架虽小,日常维护不到位同样会影响加工质量。夹持面的清洁是每天的必检项目,切削液中的微小切屑和污垢附着在夹持面上会导致刀杆夹持倾斜,累积误差会直接反映到加工尺寸上。每班次交接时应当用无纺布蘸取清洗剂擦拭夹持面和压紧螺钉螺纹部位,检查压紧螺钉是否出现滑丝或变形。液压胀紧式刀杆支架需要定期检查液压油的油量和压力保持能力,正常状态下旋紧泄油螺栓后支架应能在液压腔内保持压力不衰减,如果发现松开螺栓后液压油漏出或者夹紧力明显下降,需要检查密封圈是否老化或损坏,更换密封圈后重新注油排气。弹簧夹头使用一段时间后会出现弹性衰减或开口磨损,弹簧夹头的使用寿命一般在两万次到五万次装夹循环之间,超过使用频次后夹持同心度会逐步下降,建议将弹簧夹头作为消耗件定期更换。
刀杆支架的常见故障集中在夹持松动和加工振纹两个方面。夹持松动的直接原因是压紧力不足或者压紧螺钉松动,操作人员在换刀后应当使用扭矩扳手按厂家推荐力矩值锁紧,过大的锁紧力矩反而会造成螺纹变形或者支架本体开裂。加工中出现振纹时,首先检查刀杆悬伸长度是否过长,如果悬伸比超过五倍,建议更换更大直径的刀杆或者改用减振刀杆支架。排除了悬伸因素后振纹仍然存在,需要检查主轴轴承间隙是否偏大、刀杆支架的定位面是否有磨损或者刀杆本身的直线度是否超差。还有一种容易忽视的情况是刀杆和刀杆支架之间的配合间隙过大,正常配合状态下刀杆装入支架后应感觉有一定阻尼,用手沿轴向推入时感觉顺滑但无明显晃动间隙,如果刀杆在支架内可以轻松晃动,说明配合尺寸已经超差,需要更换合适规格的刀杆或支架。

以下是您可能还关注的问题与解答:
Q:刀杆支架和刀柄是一回事吗?
A:不是一回事,但在使用中经常混为一谈。刀柄是连接刀具和机床主轴的组件,一端与主轴的锥孔配合定位,另一端与刀杆或刀具连接。刀杆支架则是安装在刀架或主轴前端、专门用于夹持和支撑刀杆的部件。在车床上,刀杆支架通过刀槽固定在刀架上,刀杆穿过刀杆支架后由压紧螺钉锁紧。在加工中心和镗床上,刀杆支架通常通过刀柄已经与主轴连接好,然后将镗杆或铣刀杆穿入支架中锁紧。两者在功能上有重叠但也有明确分工:刀柄负责刀具与主轴的接口连接,刀杆支架负责刀杆的夹持和支撑刚性。
Q:刀杆悬伸长度对加工精度有多大影响?
A:影响非常显著。根据悬臂梁挠度计算公式,刀杆的弯曲变形量与悬伸长度的立方成正比。以直径二十毫米的刀杆为例,当悬伸长度从六十毫米增加到一百毫米时,在相同的径向切削力作用下,刀尖的挠曲变形量大约会增加接近四倍。实际加工中最直接的体现是孔的圆柱度误差和表面振纹。经验上建议将刀杆悬伸长度控制在刀杆直径的四到六倍以内,普通钢制刀杆取下限四倍,硬质合金刀杆由于弹性模量高约为钢的三倍,可以取到上限六倍。如果加工深度确实需要用到更长的悬伸,建议使用减振刀杆支架或者更换更大直径的刀杆。
Q:刀杆支架内孔磨损后怎么处理?
A:刀杆支架内孔磨损的常见原因是长期使用后刀杆在支架内反复装拆造成的微动磨损,或者切屑颗粒进入配合面造成的磨粒磨损。如果磨损量在零点零五毫米以内且不影响刀杆的同轴度定位,可以继续使用但需要适当增加压紧力矩并增加检查频次。磨损超过零点一毫米后建议更换新支架,因为此时刀杆在支架内的间隙过大,即使压紧螺钉锁紧到位,刀杆轴线也会偏离正确位置,加工出的孔会出现偏斜或锥度。对于一些高价值的模块化刀杆支架,部分厂家提供内孔重磨或更换衬套的服务,可以将支架送回厂家对夹持孔进行修磨并重新配做刀杆,达到恢复精度等级的目的。
Q:车床上使用镗刀时为什么要用镗刀杆支架而不是直接夹持?
A:镗刀杆较长而且属于悬臂梁结构,如果直接将镗刀杆夹持在刀架的刀槽中,夹持段的长度很有限,整个刀杆相当于在刀槽边缘处形成了一个悬臂支点,刚性极差。使用专门的镗刀杆支架后,刀杆穿过支架内孔,支架内孔的长度提供了更长的夹持区域,相当于给刀杆增加了一个支撑点,将悬臂长度大幅缩短。以一把直径二十五毫米的镗刀杆为例,不使用支架时刀槽夹持的有效长度大约二十毫米到三十毫米,使用支架后夹持长度可以增加到五十毫米到八十毫米,刀杆的等效悬伸长度缩短了将近一半,刚性提高了一个数量级。在深孔镗削和精镗加工中,用不用刀杆支架直接决定了加工孔的表面粗糙度和圆柱度能否达到图纸要求。
刀杆支架在整个机床刀具系统中是一个容易被忽略但技术含量不低的部件。它不直接参与切削,但它的刚性和精度直接影响着切削过程的稳定性和加工结果的可靠性。从普通车床上的简单侧压式支架到五轴加工中心上的液压胀紧减振支架,刀杆支架的技术水平也随着加工精度要求的提高而同步演进。在实际选型中根据加工工况合理选择支架类型、控制好悬伸长度、做好日常维护保养,这几项工作加在一起,对提升加工质量和降低刀具综合成本的贡献比很多人想象的更直接。






