




















































































































































精密机械加工中,环境温度是影响加工精度的重要因素。机床结构、工件材料和测量器具都会随温度变化产生热胀冷缩,即便微米级的尺寸偏差也可能导致精密零件超差。建立恒温车间并严格执行温控标准,是保证高精度加工一致性和可重复性的基础条件。本文围绕机加工恒温环境的核心要求展开,帮助从业者理解温控标准、车间设计要点和日常管理规范。
一、恒温环境对精密加工的意义
热变形对加工精度的直接影响
金属材料的热膨胀系数通常在每摄氏度百万分之十至二十五之间。以一米长的钢制零件为例,环境温度变化一摄氏度,零件长度变化约为零点零一一毫米。对于公差等级在零点零一毫米以内的精密零件,仅靠环境温度的微小波动就足以造成超差。机床的铸铁床身、滚珠丝杠、光栅尺等关键部件同样受温度影响,引起主轴位置漂移和定位偏差。
恒温环境对测量一致性的保障
精密测量同样要求恒温环境。计量标准中定义的参考温度是二十摄氏度。如果零件在二十五摄氏度车间加工,在二十摄氏度计量室测量,两者温差五摄氏度可能导致测量结果与加工状态不符。恒温车间将加工和测量的环境温度统一,避免了温度换算引入的不确定性。
二、温控等级与标准要求
基础参考温度
国际计量界和行业标准普遍将二十摄氏度作为几何尺寸测量的参考温度。所有精密量具和标准量块的标称尺寸均对应二十摄氏度环境。机加工恒温车间的温度设定应以此为基础,根据加工精度等级确定允许的波动范围。
恒温等级划分
按照温度控制精度,恒温车间可划分为若干等级。一级恒温要求温度控制在二十摄氏度正负零点五摄氏度以内,适用于超精密加工和计量校准实验室;二级恒温控制在正负一摄氏度以内,适用于精密磨削、坐标镗削和高精度数控加工;三级恒温控制在正负二摄氏度以内,适用于一般精密加工和精密装配。温度梯度也应受到管制,同一空间内各点温差不应超过设定偏差范围。
湿度与洁净度协同要求
恒温车间需同步控制相对湿度和空气洁净度。相对湿度一般要求控制在百分之四十至百分之六十之间。湿度过低会产生静电吸附灰尘,湿度过高则加速金属锈蚀和电气绝缘下降。精密加工和计量室对空气中尘埃颗粒也有要求,通常需配置初效、中效过滤装置。
三、车间热源管理与气流组织
内部热源的隔离与控制
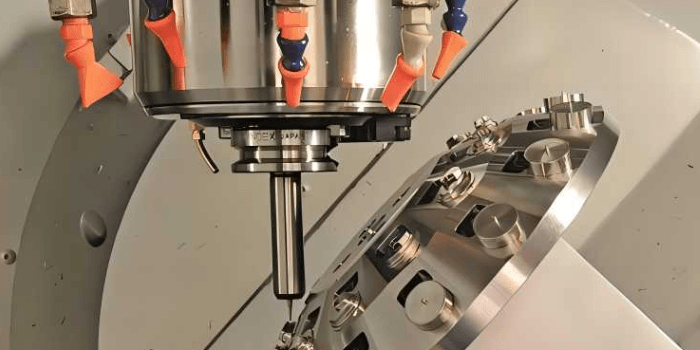
车间内部的主要热源包括机床主轴电机、伺服驱动系统、液压站、照明设备和操作人员。精密机床应配置主轴油冷机或水冷机,将主轴温升控制在二至三摄氏度以内。液压站和电气柜宜独立布置于恒温区外,或设置排风散热。照明灯具应选用低发热的发光二极管灯源,功率密度不宜过高。
外部热负荷的屏蔽
恒温车间墙体应设置保温层,窗户采用双层中空玻璃并加装遮阳帘。车间门应设置门斗或风幕,减少开门时的热量交换。恒温区与非恒温区之间应设置缓冲间,物流通道经过缓冲间可降低冷热空气直接混合。车间应避免西晒墙面,有条件的宜将恒温车间布置于建筑物核心区域。
送回风系统的设计要点
恒温车间通常采用上送下回或上送上回的气流组织方式。送风口宜均匀布置,避免形成局部气流死区和温度死角。回风口应布置在热源附近,及时带走热量。送风温差不宜过大,一般控制在二至四摄氏度之间,以免产生吹风感。空调机组应具备制冷、制热、加湿、除湿的全功能调节能力。
四、温度波动的影响与监测
短期波动与长期漂移的区别
短期温度波动指数分钟至数小时内温度上下跳动的现象,主要由空调机组启停、门频繁开关、人员进出等因素造成。长期温度漂移则指数天至数周内温度的缓慢变化,受季节更替和设备散热量变化影响。短期波动影响加工一致性和测量重复性,长期漂移则影响基准参考和周期校准数据。
温度监测与记录要求
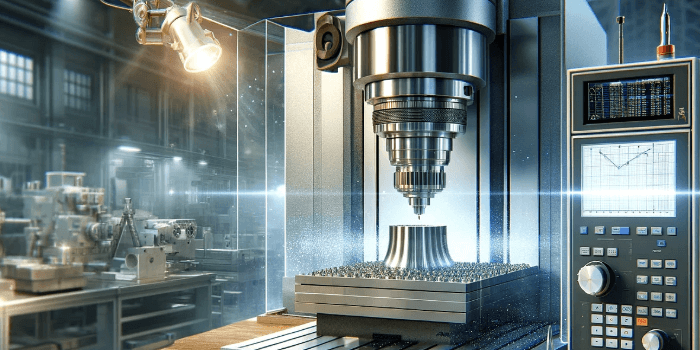
恒温车间应设置多点温度传感器,分别布置于加工区域、计量区域和空调回风口。传感器精度要求不低于正负零点二摄氏度。温度数据应实时显示并自动记录,记录间隔不宜长于十五分钟。温度超限时应及时报警,提醒管理人员排查原因。长期温度记录可用于分析季节性变化趋势和设备散热规律。
五、恒温车间的日常运行管理
开机预热与环境稳定等待
恒温车间在停产后再启动时,空调系统应提前运行,待温度稳定到设定范围后方可开始精密加工。一般建议空调提前运行二至四小时,大型车间可延长至六至八小时。机床也需要充分预热,主轴空运转时间不少于三十分钟,使机床各部件温度趋于稳定。
人员与物流管理
恒温车间应控制人员出入频次,人员自身散热量约为一百至一百五十瓦,频繁进出会引入热量和扰动气流。进入恒温区前宜经过缓冲间或风淋室,减少外界热量和灰尘带入。物流门应设置互锁装置,避免两扇门同时开启。叉车和搬运设备宜选用电动型,减少内燃机排热和废气。
定期设备维护与校准
空调机组应按规定周期清洗滤网、检查制冷剂压力和风机皮带。温度传感器应每年至少校准一次,确保测量数据可信。恒温车间的围护结构应定期检查,发现密封条老化、保温层脱落应及时维修。
六、机加工恒温环境要求对照表
以下表格整理了不同精度等级加工对应的恒温环境要求和关键管理措施。
| 加工精度等级 | 温度要求 | 湿度要求 | 适用场景 | 管理要点 |
| 超精密级 | 正负零点五度 | 百分之四十至六十 | 计量校准、超精密磨削 | 独立恒温间、高精度传感器监控 |
| 精密级 | 正负一度 | 百分之四十至六十 | 坐标镗削、精密磨削 | 缓冲间、多点温度监测 |
| 准精密级 | 正负二度 | 百分之四十至六十五 | 数控铣削、精密车削 | 基础保温、空调恒温控制 |
| 通用级 | 正负五度 | 百分之三十至七十 | 一般机械加工 | 常规空调、自然通风辅助 |
七、机加工恒温环境常见问答
普通数控车间需要恒温吗?
普通精度数控加工不一定需要严格的恒温控制,但保持温度相对稳定、避免剧烈波动仍然重要。一般数控加工可将温度控制在二十摄氏度正负五度以内,配合正常的空调或工业风扇,减少昼夜温差和季节温差对加工精度的干扰。
恒温车间温度设定为二十摄氏度的依据是什么?
二十摄氏度是国际计量界公认的几何量测量参考温度。所有标准量块的标称值、三坐标测量机和激光干涉仪的校准数据均以此为基准。将车间温度设定为二十摄氏度,可以简化加工与测量之间的尺寸换算,提高生产流程的效率和可靠性。
温度达标但湿度不达标会影响加工吗?
湿度不达标也会间接影响加工质量。湿度过低时,静电积累会吸附空气中的微尘,污染工件和导轨表面;湿度过高时,机床导轨和金属工件易生锈,电气元件绝缘性能下降。恒温车间应将湿度纳入与温度同步管控的指标。
车间局部温度不均匀怎么处理?
局部温度不均通常由气流组织不佳或局部热源集中造成。可通过调整送风口位置和风量分配改善气流分布;将散热量大的设备移出恒温区或加装局部排风;在温度死角增设循环风机促进空气混合。验证气流改进效果可利用多点温度记录仪绘制温度分布图。
停机后再开机恒温需要多久才能恢复?
恢复时间取决于车间面积、围护结构保温性能和空调系统制冷制热能力。中小型恒温车间一般二至四小时可恢复至设定温度;大型车间和保温条件较差的空间可能需要六至八小时或更长。机床主轴预热需额外三十分钟以上。正式加工前,应确认温度传感器读数已稳定在容许范围内。
总结
机加工恒温环境是精密制造中不可忽视的基础条件。以二十摄氏度为基准,根据精度等级选择正负零点五度至正负二度的温度控制范围,同步管理相对湿度在百分之四十至六十之间。通过合理的热源隔离、气流组织、缓冲间设置和连续温度监测,可以将环境温度对加工精度的影响控制在可接受范围内。恒温环境的建设与维护需要硬件投入和管理制度的长期坚持,其带来的质量一致性和测量可靠性提升会在高精度零件的批量生产中得到充分回报。






