




















































































































































刀柄是数控机床主轴与刀具之间的关键连接部件,承担着传递扭矩、轴向力和定位基准的多重任务。不同加工场景对刚性、精度、换刀速度和装夹便利性有不同要求,由此衍生出多种刀柄结构和装夹方式。本文围绕刀柄种类展开,从结构原理到选型要点,帮助工艺人员快速匹配适合的刀柄形式。
一、刀柄的基本功能与选型要素
刀柄在加工系统中的角色
刀柄一端与机床主轴配合,另一端夹持钻头、铣刀、铰刀、镗刀等刀具。主轴旋转时,扭矩通过刀柄传递到刀具;轴向进给力也依靠刀柄与主轴的拉紧机构传递。刀柄的制造精度和装夹状态直接影响刀具跳动、加工尺寸稳定性和表面质量。
选型时应关注的要素
选择刀柄时需综合考虑夹持直径范围、径向跳动、夹紧力、阻尼减振性能、换刀速度、刀具悬伸长度、冷却液通过能力以及采购成本。高精度、高转速、重切削和深腔加工等场景,对刀柄刚性和动平衡要求差异明显,不能一概而论。
二、按装夹原理分类的常见刀柄
弹簧夹头刀柄
弹簧夹头刀柄利用锥面配合的弹性筒夹收缩来夹持刀具柄部。通过锁紧螺母旋转,筒夹沿刀柄内锥面向内移动并径向收缩,产生均匀夹紧力。这种刀柄结构紧凑、夹持直径范围大、更换刀具方便,是数控铣削和钻削中应用很广的通用型刀柄。
侧固式刀柄
侧固式刀柄通过侧面螺钉顶紧刀具柄部的平台或平面,将刀具与刀柄刚性连接。其夹持力大、刚性好,适合重切削、大扭矩加工和粗铣工序。侧固式刀柄对刀具柄部直径公差要求较宽松,但换刀时需要使用扳手松紧螺钉,效率低于弹簧夹头刀柄。
液压膨胀刀柄
液压膨胀刀柄内部设有封闭的液压腔,通过加压螺栓使腔体油液产生压力,推动薄壁夹持套均匀膨胀,从而抱紧刀具柄部。其径向跳动小、夹持力分布均匀、阻尼减振性能好,适合精加工、高速加工和细长刀具夹持。
热缩刀柄
热缩刀柄利用金属材料热胀冷缩原理,通过加热刀柄夹持孔使其膨胀,插入刀具后冷却收缩实现无间隙配合。这种刀柄的夹持精度和刚性均很高,特别适合高速铣削和精密加工。缺点是装拆需要专用加热设备,换刀时间较长。
莫氏锥柄刀柄
莫氏锥柄刀柄采用标准锥度自锁结构,依靠锥面配合产生的摩擦力传递扭矩。常用于传统车床、钻床以及需要安装锥柄钻头、铰刀的场合。莫氏锥柄的优点是定心精度高、结构简单,缺点是频繁换刀容易造成锥面磨损,需要定期检查配合状态。
三、按接口形式分类的主轴连接刀柄
带拉钉的锥柄刀柄
这是加工中心常见的刀柄形式之一,刀柄尾部为锥面,通过拉钉与主轴拉紧机构连接。主轴锥孔与刀柄锥面配合提供定心和扭矩传递,拉钉承受轴向拉力。常见的锥度比例有七比二十四,广泛应用于立式加工中心、卧式加工中心和龙门加工中心。
短锥空心柄刀柄
短锥空心柄刀柄采用锥面与端面同时定位的方式,与主轴连接时端面贴合,提供更高的轴向定位精度和重复定位精度。其结构刚度优于传统七比二十四锥柄,适合高转速、高精度和重切削场合。安装时主轴拉紧机构从刀柄内部夹紧,不需要外露拉钉。
直柄刀柄
直柄刀柄没有锥面结构,通常通过侧固螺钉、弹性夹套或液压方式夹持刀具,另一端直接与专用主轴或动力头连接。常见于数控车床刀塔、镗铣头和专用机床,具有结构简单、适配性强的特点。
法兰盘式刀柄
法兰盘式刀柄主要用于安装面铣刀、盘铣刀等大直径刀具。刀柄前端带有法兰端面和定位止口,与刀具中心孔配合后用螺钉压紧。这种结构能承受较大径向力和轴向力,是大平面铣削和强力开粗的常用连接方式。
四、专用功能型刀柄
强力铣刀刀柄
强力铣刀刀柄是在侧固式结构基础上增强的刚性刀柄,夹持孔精度高,配合过盈量较大,可夹持大直径立铣刀和玉米铣刀。其特点是承载能力强、抗振性好,常用于模具开粗、型腔铣削和难加工材料切削。
镗刀刀柄
镗刀刀柄用于安装各类镗刀头和微调镗刀单元,既要保证足够的轴向刚性,又要提供精确的径向调整机构。常见形式有整体镗刀柄、桥式镗刀柄和模块式镗刀柄,适用于精密孔的粗镗、半精镗和精镗。
钻夹头刀柄
钻夹头刀柄前端安装三爪钻夹头,可快速夹持直柄钻头、中心钻、丝锥等刀具。其优点是通用性强、换刀快捷,适合小批量多品种生产。缺点是夹持精度和刚性不如弹簧夹头刀柄和液压刀柄,不适合高速高精度加工。
冷却液通过刀柄
冷却液通过刀柄内部设有中心孔,可将高压冷却液或切削油直接引导至刀具切削刃附近。深孔钻削、深腔铣削和难加工材料加工时,内冷方式能显著降低切削温度、排屑顺畅,提高刀具寿命和加工稳定性。
五、不同刀柄的性能对比与选型建议
精度与刚性权衡
液压膨胀刀柄和热缩刀柄的径向跳动通常在零点零一毫米以内,夹持刚性和动平衡性能优异,适合精加工和高速加工。弹簧夹头刀柄精度中等,通用性很强。侧固式和强力刀柄刚性高但精度略低,适合粗加工和重切削。
换刀效率考量
弹簧夹头刀柄和钻夹头刀柄通过螺母或钥匙即可快速更换刀具,适合频繁换刀的小批量生产。液压刀柄需要使用专用扳手加压,热缩刀柄需要加热冷却,换刀时间较长,更适合批量稳定生产。
加工场景匹配
粗加工和开粗优先选用侧固式、强力刀柄或法兰盘式刀柄;半精加工和精加工优先选用液压刀柄或热缩刀柄;孔加工优先选用弹簧夹头刀柄、钻夹头刀柄或镗刀刀柄;深孔和深腔加工优先选用内冷刀柄。
六、常见刀柄种类与适用场景对照表
以下表格整理了常见刀柄种类的装夹方式、精度水平和典型应用,便于工艺人员快速查阅。
| 刀柄种类 | 装夹方式 | 精度水平 | 典型应用 |
| 弹簧夹头刀柄 | 弹性筒夹收缩夹紧 | 中等 | 通用铣削、钻削、铰削 |
| 侧固式刀柄 | 侧面螺钉顶紧 | 中等 | 重切削、粗铣、大扭矩加工 |
| 液压膨胀刀柄 | 液压腔均匀膨胀夹紧 | 高 | 精加工、高速加工、细长刀具 |
| 热缩刀柄 | 热胀冷缩无间隙配合 | 很高 | 高速精密铣削、模具精加工 |
| 莫氏锥柄刀柄 | 锥面自锁配合 | 中高 | 锥柄钻头、铰刀、车床刀具 |
| 强力铣刀刀柄 | 大过盈侧固或螺纹压紧 | 中等 | 大直径铣刀、强力开粗 |
| 镗刀刀柄 | 镗刀头螺钉压紧 | 高 | 精密孔加工、微调镗削 |
| 钻夹头刀柄 | 三爪夹头夹紧 | 一般 | 小批量钻削、中心钻、丝锥 |
| 法兰盘式刀柄 | 法兰端面螺钉压紧 | 中等 | 面铣刀、盘铣刀、大平面加工 |
| 冷却液通过刀柄 | 内孔输送冷却介质 | 中高 | 深孔钻削、深腔铣削、难加工材料 |
七、刀柄种类常见问答
弹簧夹头刀柄能用于高速加工吗?
普通弹簧夹头刀柄可用于中等转速加工,但受限于筒夹均匀性和螺母动平衡精度,极限转速通常低于液压刀柄和热缩刀柄。若需高速精密加工,建议选用高精度平衡型弹簧夹头刀柄或升级为液压刀柄。
液压刀柄和热缩刀柄哪种更适合批量生产?
两者精度和刚性都很出色。液压刀柄装拆方便,无需额外加热设备,换刀时间较短,适合多品种中小批量生产。热缩刀柄夹持稳定性略高,但需要专用加热冷却装置,更适合批量稳定、换刀频次不高的精密生产线。
侧固式刀柄对刀具有什么要求?
侧固式刀柄要求刀具柄部带有供螺钉顶紧的平台或平面,没有平台的圆柱柄刀具无法直接使用。装夹时应确保螺钉拧紧力矩适中,过紧可能压伤刀具柄部,过松则会在切削中打滑,造成刀具飞出风险。
刀柄跳动大会带来什么后果?
刀柄径向跳动增大会导致刀具切削刃实际切削速度不一致,加剧刀具磨损,降低表面质量,严重时引起振动和噪声。精密加工前应使用专用检具检查刀柄与主轴配合精度,并定期清洁刀柄锥面和主轴锥孔。
为什么加工前要清洁刀柄锥面?
刀柄锥面如有油污、切屑或微小颗粒,会导致刀柄与主轴锥孔配合不良,降低定位精度,增大径向跳动。高速旋转时还可能破坏动平衡,引发振动和主轴损伤。每次换刀前应用无尘布清洁锥面,并检查拉钉是否松动。
总结
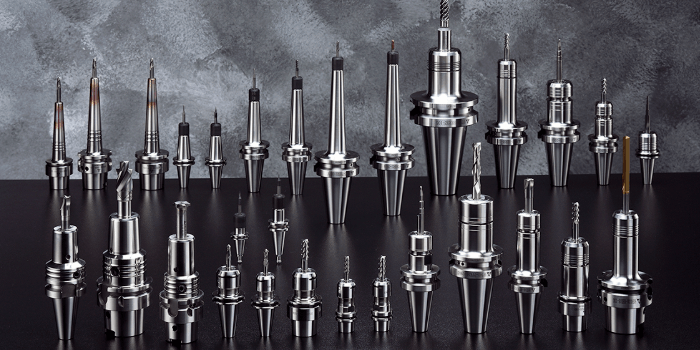
刀柄种类丰富,按装夹原理可分为弹簧夹头、侧固式、液压膨胀、热缩配合和锥面自锁等形式;按接口形式可分为带拉钉锥柄、短锥空心柄、直柄和法兰盘式等结构。选型时应综合加工精度、刚性需求、换刀效率和成本投入,避免用通用刀柄承担高精度任务,也避免用高精度刀柄进行重粗加工。合理匹配刀柄与刀具、主轴和加工工序,是保障数控机床稳定高效运行的重要基础。






