
























































































































































FANUC发那科 α-D28LiB/α-D21LiB/α-D14Li
品牌:FANUC(发那科)
型号:α-DLiB ADV PLUS Y500系列
U400S-全直驱超高速五轴精密加工中心
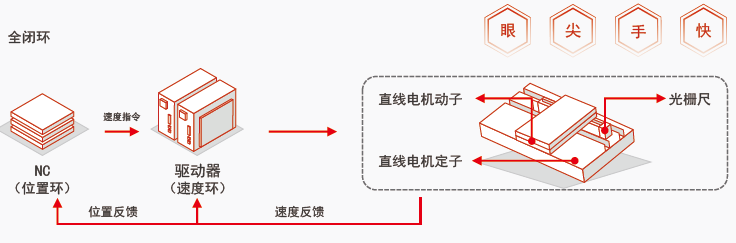
直驱技术及其优势
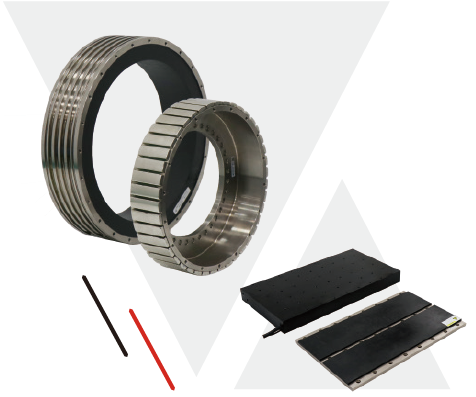
直驱技术是指利用电磁技术直接将电能转换为直线运动或者旋转运动机械能,不需要任何中间传动机构。直驱的特点是结构简单、无磨损、噪声低、维护方便等。
直驱技术常用的产品包括直驱直线电机和直驱旋转电机。分别实现直线运动和旋转运动。
借助冈内年的直线电机设计和应用经验,阿帕斯数控成立伊始就致力于将直驱电机应用于数控机床。
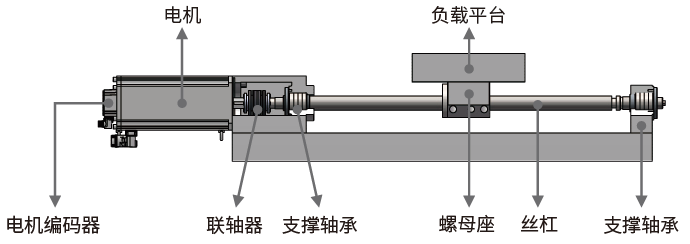
相比较传统伺服电机+丝杠结构,直驱电机的应用使得数控机床在加工效率、精度和精度寿命都有极大的提升。
传统伺服+丝杠结构
旋转电机的扭矩
通过多次转换
才能推动负载
响应性滞后
精度损失大
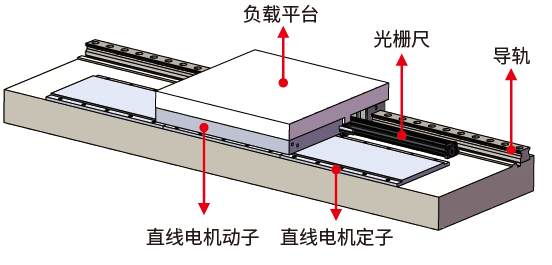
直驱结构
直线电机推力
直接作用于负载
响应性提高
精度损失小
传统伺服
直驱电机
全直驱超高速五轴精密加工中心U400S
高刚性龙门结构
机器采用高刚性龙门结构,横梁立柱一体化确保了x触负截在根梁上移动时最小的z向误差,应对Y向的切削力时有更好的响应特性。
全直驱结构
五轴全直驱结构,使得所有 进给轴均可获得极高的动态刚性,轻松实现超高速精密切削。
高强度铸铁结构
经过有限元仿真分析、实践充分验证的高刚度机床结构,机床整体质量14吨,配以符合安装标准的机床安装基础,为 微米级超高速切削提供了坚实的机床本体刚性保证。
排屑设计
主轴内喷水+双绞龙设计,使得切屑更快地被排出,保证了大切削量时的排屑。
直驱结构
XYZ轴均采用直线电机驱动,快移速度可达60~90 m/min,超 强的伺服刚性保证了重切削、精 密切削所需要的动态跟随精度,使得重切削能力超越传统伺服轴,切削精度更加接近于机床轴的静态定位精度。
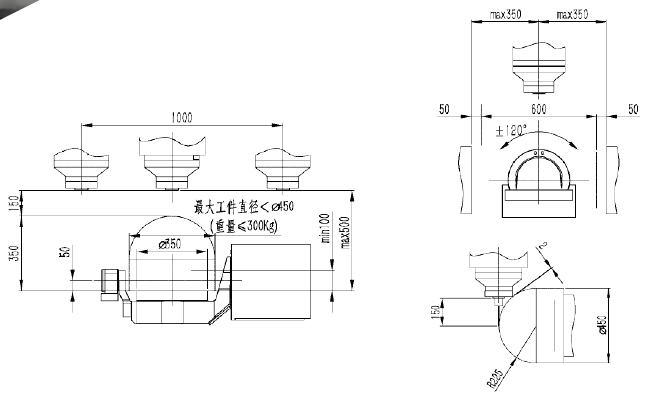
更大的加工行程
400 mm的z轴行程+ 600 mm的Y轴行程,配以低于A轴轴线50 mm的C轴盘面,使得工件z向尺寸最高可达350 mm,工件直径可达450 mm.
Z轴结构
高刚性滑座滑枕组合,使得 Z轴在全行程范围都有良好的刚性,使得机器有 更大的Z向行程。
摇篮
工作台采用铸件结构,可保持 长期稳定性和耐用性。
数控系统
TNC 640是海德汉新- -代数控系统,适用于高性能铣削类机床和铣车复合机床,具备诸多创新的智能制造功能:高级动态预测(ADP)、动态.高效、动态高精等功能可以大幅提高加工效率和表面光洁度,智能防碰撞功能可靠地避免机床碰撞故障。TNC 640硬件系统基于全新设计和全数字化平台。所有部件全部通过纯数字接口连接。全数字系统是高精高表面质量和高速加工的最佳选择。
最佳的运动控制
较短的块处理时间
特殊的控制策略
达到极高的加工速度和最佳的轮廓精度
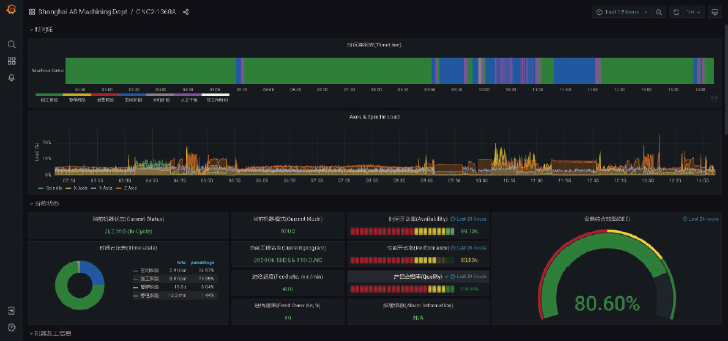
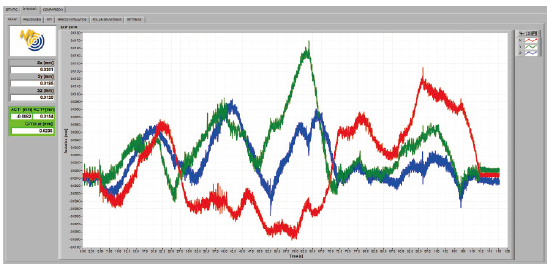
实时OEE (设备综合效率)监测
阿帕斯数控自主开发了基于浏览器访问的加工厂实时OEE监测系统,可以实时通过电脑、手机等随时查看设备的工作状态、加工效率、产能及历史记录,是中小型加工企业的低成本工业4.0技术应用理想方案。
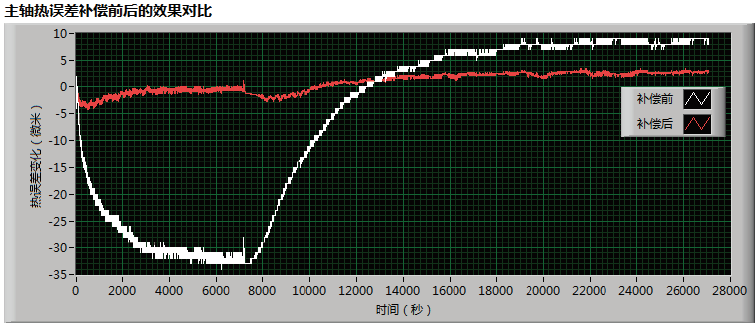
热补偿系统
阿帕斯数控全系列机床均可选配专用热补偿系统,功能包括主轴热伸长补偿、结构热变形补偿。阿帕斯数控专用热补偿系统利用分布于机床本体、主轴内部的各个高精度、高灵敏度温度传感器,实时感测主轴、机床结构以及环境的温度变化,配以为每台机器量身定制的热力学补偿算法,将因为温度引起的结构变形通过数控系统的实时补偿功能加以修正,实现温度变而位置不变的目标,进而实现机器在全时、全域的刀尖动态精度都处于设定的公差范围内,实现客户所需要加工精度。
导轨
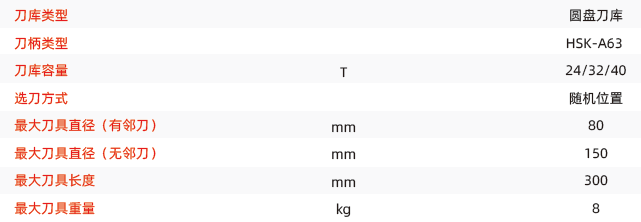
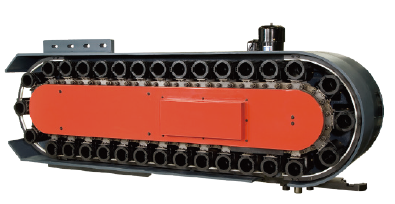
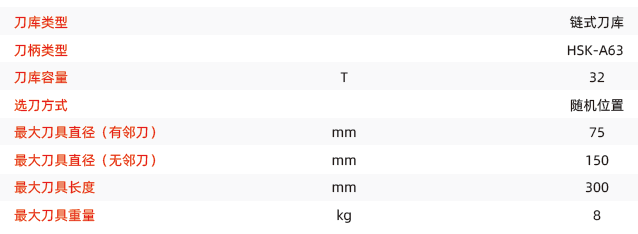
刀库
凸轮分割,分割精度高。
提前锁刀机构,重刀更稳固。
轻量化刀臂,负荷及惯性小。
分离式刀爪,维修成本低。

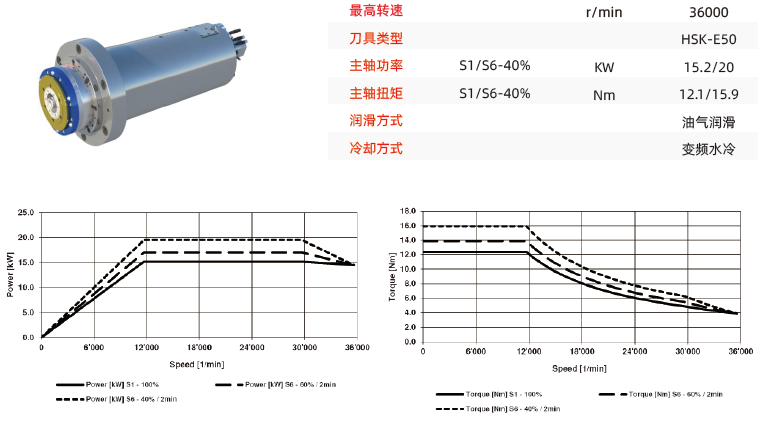
高光切削用主轴
IBAG电主轴
配置高性能IBAG电主轴,一机可完成超高速切削和高表面质量的铣削加工任务。主轴结构尺寸更紧凑,前后轴承的跨距小,旋转部件的刚性自然更好,采用市面上商品化最好的SNFA及FAG陶瓷轴承。

具有良好的切削精度和表面质量。
具有大尺寸、高刚性轴承,保证重载的切削能力。
油气润滑方式:高速、重载切削情况下主轴轴承冷却效果好,热伸长小,有效延长主轴使用寿命。

FISCHER电主轴: 36000转, 45000转, CSC轴芯冷却

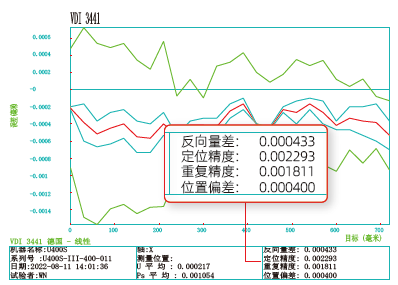
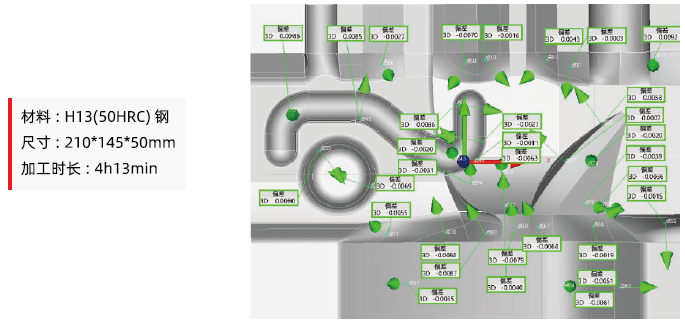
本机报告及数据
激光精度报告
球杆测试报告

S件检测报告

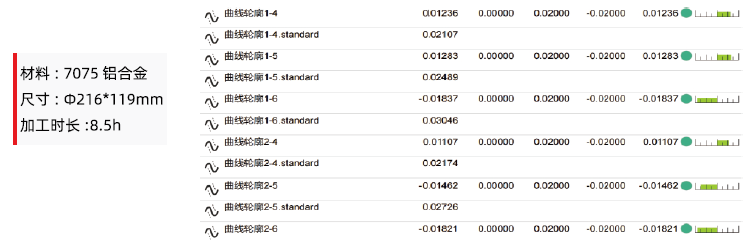
叶轮检测报告
曲线精度最大 上偏差+12.36μm最大 下偏差-18.37 μm
R-Test报告
空间精度-8.2um/+15.4 μm
奔驰件检测报告 轮廓精度:+9.2 um/ -8.8 μm
配置及技术参数表
| 行程 | ||
| X/Y/Z | mm | 1000/600/400 |
| 主轴鼻端至工作台面 | mm | 100-500 |
| 直驱转台 | ||
| A轴行程 | deg | ±110 |
| C轴行程 | deg | N*360 |
| C轴台面直径 | mm | 350 |
| 最大承重 | kg | 300 |
| 进给速度 | ||
| GO进给速度(X1Y1 Z) | m / min | 60/60/60 |
| GO进给速度(A1 C) | rpm | 60/100 |
| 加速度(X1Y/ Z) | m/s2 | 10/10/10 |
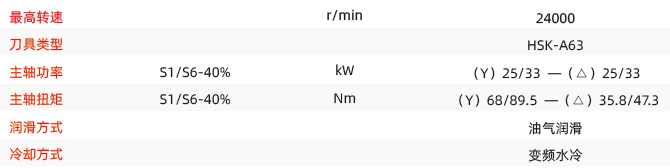
| 主轴 | ||
| 主轴传动方式 | 电主轴 | |
| 主轴最高转速 | rpm | 24000 |
| 主轴内锥 | HSK-A63 | |
| 主轴电机功率(S1/S6 -40%) | kw | 25/33 |
| 主轴电机扭矩(5156--40%9) | Nm | 68/89.5 |
| 刀库 | ||
| 刀库类型 | 圆盘刀库 | |
| 最大刀具数 | T | 24/32/40 |
| 选刀方式 | 随机就近选刀 | |
| 刀具最大直径(相邻有刀1无刀) | mm | 75/150 |
| 刀具最大长度 | mm | 300 |
| 刀具最大重量 | kg | 8 |
| 电源/气源 | kg | |
| 电源 | 380V 50Hz 45kVA | |
| 气源 | 0.6MPa 600L/min | |
| 设备重量尺寸 | 3280 x 2350 x 4100 | |
| 尺寸(宽x深x高) | mm | 3280 x 2350 x 4100 |
| 重量 | kg | 14000 |
| 数控系统 | 海德汉TNC640 |
思诚资源为您提供:APLOS_阿帕斯精机U400S-全直驱超高速五轴精密加工中心的采购报价、G63A17A69C93ED型号参数、规格图片、PDF画册等资料,如您想了解更多关于正品品牌的其他加工中心资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!

品牌:FANUC(发那科)
型号:α-DLiB ADV PLUS Y500系列

品牌:DAHLIH(大立)
型号:G5C89ECB411C36

品牌:YASDA(亚司达)
型号:YBM1218Vver.III

品牌:DAHLIH(大立)
型号:G5DC10FD82B8AB

品牌:DAHLIH(大立)
型号:G6036198B132DC















