



























































































































































DAHLIH_大立卧式综合加工中心DMH-630
品牌:DAHLIH(大立)
型号:G604EF79248063
¥待询价(提交订单10分钟内获取专属报价单)

智能化复合加工中心MULTUS U3000/MULTUS U4000/MULTUS U5000
高精度、高刚性、高性能、工序整合
将所有需求凝聚为1台的终极复合加工中心
从各个方向进行灵活的加工
无论铣削、车削均能实现最高的加工效率
将加工时间缩至最短的双滑鞍机构
超出了复合加工中心限制的工序集约
可维持长时间稳定的加工精度
将机床能力发挥到最大
简单易行的首件加工缩短了生产周期

从各个方向进行灵活的加工
Y轴全程实现强力切削
超大加工范围最适合铣削较多的复杂形状零部件加工。
具备同级别最大Y轴行程并采用了灵活的高刚性立柱移动式结构,实现Y轴全程高精度强力加工。

X-Y动作范围
MULTUS U4000/U5000 B轴0°
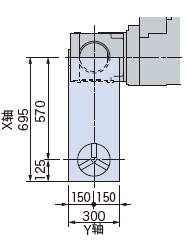
MULTUS U4000/U5000 B轴90°
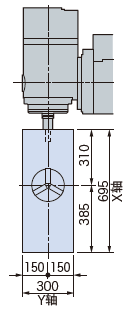
立柱移动式结构

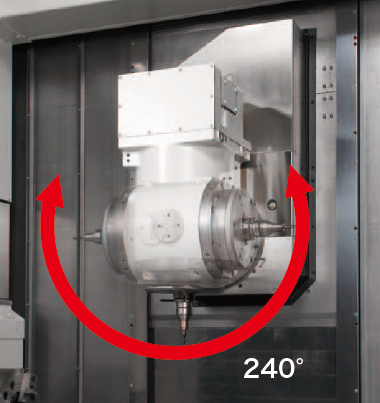
超大的B轴旋转范围 240°
依靠B轴240°的超大旋转范围,使主主轴和对向主轴拥有同等的加工区域。
此外,NC-B轴规格中的B轴驱动采用了零反向间隙的滚子齿形凸轮,实现了高精度5轴联动。
C轴的高精度定位 0.0001°控制
标准配置采用了主主轴和对向主轴均可实现精密分度的高精度C轴。可完成复杂形状工件的高精度加工。
此外,支持强力铣削的机床支撑结构,使高精度和高效率加工同步实现。
可完成各种工件的高效加工
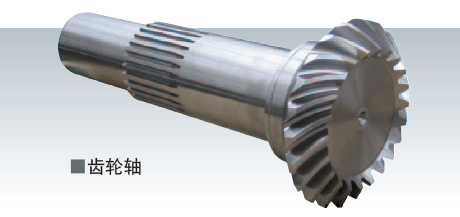
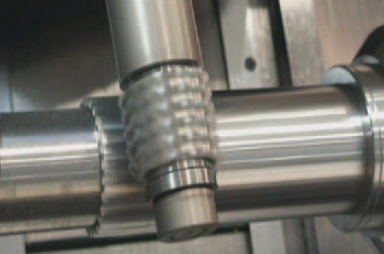
花键轴加工
在旋转刀具主轴上安装滚刀,然后使主轴(C轴)和M轴按照一定比例进行同步旋转(滚削功能:特殊配置),则可实现花键部的加工。
螺旋锥齿轮
依靠C轴、B轴分度和X、Y、Z轴的联动实现齿轮的切削加工。

加工实例
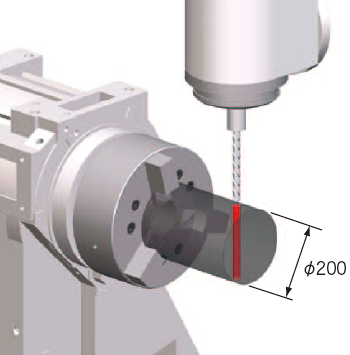
可实现最大ø200工件的通孔加工
依靠X轴的超宽行程,可在无须C轴旋转的情况下,实现ø200mm工件的侧面通孔加工。(MULTUS U4000/U5000)
可实现最大□230的轮廓形状加工
可在无须C轴旋转的情况下,实现□230mm工件的轮廓形状加工。对需要垂直度的工件,可实现等同于加工中心的几何精度。(MULTUS U4000/U5000)

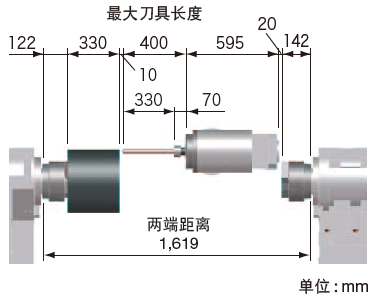
超长钻头深孔加工 330mm
即使中心距1,000的规格,加工330mm长的工件时,也可实现伸出量为330mm的超长钻头的深孔加工。
(MULTUS U3000 1SW规格、主/对向主轴为标准型号时)
可实现难切削材料高效加工的出色的加工能力
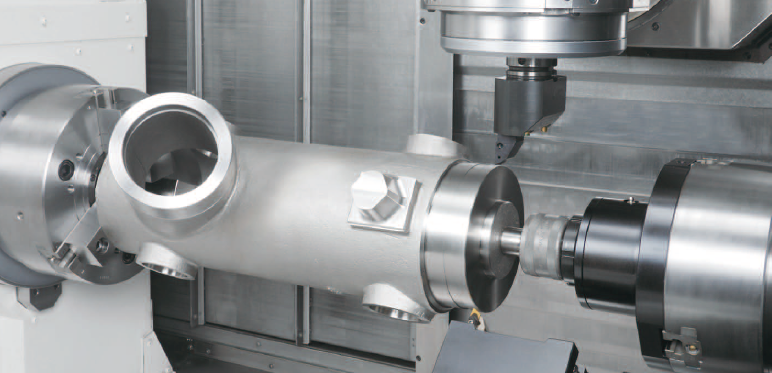
将加工时间缩至最短的双滑鞍机构
高刚性下刀架支持强力加工
在变种变量生产中,将加工时间缩至最短,并激发高生产效率的双滑鞍规格。依靠高刚性下刀架,可实现真正强力的铣削加工和车削加工。(在1SW规格和2SW规格中,对向主轴能力与对向主轴附近的动作范围不同。)
■车削规格 下刀架
12把刀具可实现多样化加工。
●刀架型式:V12刀架
●外径刀具尺寸:□25
●镗杆尺寸:ø40
■复合加工规格 下刀架
下刀架上可安装旋转刀具。
●刀架型式:V12复合刀架
●旋转刀具主轴转速:6,000min-1
●旋转刀具主轴电机:5.5/3.7(2分/连续)
仅限对向主轴规格
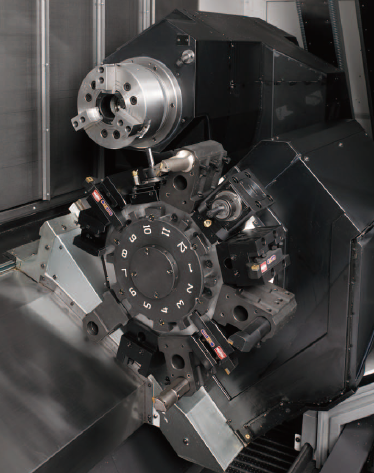
实现多样化加工的下刀架
安装中心架
将中心架安装在下刀架上,用于支撑工件。可对长尺寸工件或一端夹持工件等进行无振刀加工。
(车削专用刀架)
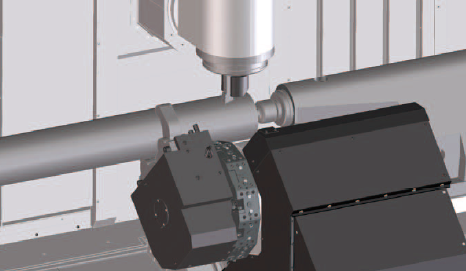
安装托料架
将托料架安装在下刀架上,实现工件拆装的自动化。减轻操作者的作业负担。
安装尾座附件
尾座附件可安装到主/对向主轴方向上的下刀架上。尾座类型为静止型。
复合加工中心可实现高精度齿轮加工齿轮加工程序包 (特殊规格)
过去齿轮加工程序复杂,如今只需使用齿轮加工程序包输入刀具种类、齿轮规格、加工条件等参数,即可实现高精度加工。程序编写时间与手工录入相比缩短为1/10。且实现了以往使用高额的专用设备加工齿轮达到的工序集约功能。

利用复合加工中心进行三维测量
NC-Gage (特殊规格)
可测量机上孔位置和平面度等20种几何精度,大大缩短了加工时间。几何公差、工件形状位置关系的测量程序可通过演示自动生成。可保存测量结果。

倾斜轴的车削加工
车削功能
车削功能是一项利用铣削主轴实现车削加工的OKUMA独有的功能。为使刀具的刀尖始终面向铣削主轴圆周运动的轴心,对进给轴圆周运动和主轴分度角度进行同步控制。通过倾斜B轴实现倾斜轴的车削加工。此外,使用1把刀具可加工所有直径,也可实现超出最大刀具直径的内外径加工。
车削功能需要技术洽谈。

机床规格
| 项目 | MULTUS U3000 | |||||||||
| 1SC | 1SW | 2SC | 2SW | |||||||
| 1000 | 1500 | 1000 | 1500 | 1000 | 1500 | 1000 | 1500 | |||
| 容量能力 | 拖板上回转直径 | mm | φ650 | 上:φ650、下:φ320 | ||||||
| 中心距 | mm | 1,000 | 1,500 | 1,000 | 1,500 | 1,000 | 1,500 | 1,000 | 1,500 | |
| 最大加工直径 | mm | φ650 | 上:φ650※1、下:φ320 | |||||||
| 最大加工长度 | mm | 1,000 | 1,500 | 1,000 | 1,500 | 1,000 | 1,500 | 1,000 | 1,500 | |
| 移动量 | X轴移动量 | mm | 645 | 上:645、下:235 | ||||||
| Z轴移动量 | 上:mm | 1,100 | 1,600 | 1,100 | 1,600 | 1,100 | 1,600 | 1,100 | 1,600 | |
| 下:mm | - | 961 | 1,461 | 1,100 | 1,584 | |||||
| Y轴移动量 | mm | 250 (±125) | ||||||||
| W轴移动量 | mm | - | 1,325 | 1,594 | - | 1,100 | 1,584 | |||
| B轴分度角度 | 度 | -30~+210(最小控制角度 0.001) | ||||||||
| C轴控制角度 | 度 | 360(最小控制角度 0.0001)※2 | ||||||||
| 主轴 | 主轴转速 | min-1 | 50~5,000 | |||||||
| 主轴变速档数 | 自动2档(电机绕组切换2档) | |||||||||
| 主轴端形状 | JIS A2-6 | |||||||||
| 通孔直径 | mm | φ80 | ||||||||
| 轴承内径 | mm | φ120 | ||||||||
| 对向主轴※3 | 主轴转速 | min-1 | - | 50~5,000 | - | 38~5,000 | ||||
| 主轴变速档数 | - | 自动2档(电机绕组切换2档) | - | 自动2档(电机绕组切换2档) | ||||||
| 主轴端形状 | - | JIS A2-6 | - | JIS A2-6 | ||||||
| 通孔直径 | mm | - | φ80 | - | φ62 | |||||
| 轴承内径 | mm | - | φ120 | - | φ100 | |||||
| 刀架 (刀具主轴) | 刀架形式 | H1 | 上:H1、下:V12 | |||||||
| 刀架的刀具安装把数 | L、M共用1把 | 上:L、M共用1把 下:12把 | ||||||||
| 车刀刀柄尺寸 | mm | 25 | ||||||||
| 内圆刀具直径 | mm | φ40 | ||||||||
| 旋转刀具主轴转速 | min-1 | 50~12,000 | ||||||||
| 旋转刀具主轴用变速档数 | 自动2档(电机绕组切换2档) | |||||||||
| 进给速度 | 快速进给速度 | 上:m/min | X:50、Z:50、Y:40 | |||||||
| X・Z・Y轴 | 下:m/min | - | X:25、Z:40 | |||||||
| 快速进给速度W轴 | m/min | 20(尾架) | 12(尾架) | 30 | 20(尾架) | 12(尾架) | 30 | |||
| 快速进给速度C、B轴 | min-1 | C:200、B:30 | ||||||||
| 切削进给速度 | mm/rev | 0.001~1,000.000 | ||||||||
| 尾架 | 尾架套筒锥孔形式 | MT. No.5(旋转中心) | - | MT. No.5(旋转中心) | - | |||||
| 尾架移动量 | mm | 1,186 | 1,594 | - | 961 | 1,359.50 | - | |||
| ATC | 刀柄型式 | HSK-A63 | ||||||||
| 刀库容量 | 把 | 40 | ||||||||
| 刀具最大直径 | mm | φ90(无邻接刀具时:φ130) | ||||||||
| 刀具最大长度 | mm | 400(刀柄基准端面起) | ||||||||
| 刀具最大重量 | kg | 10 | ||||||||
| 电机 | 主主轴用电机 | kW | 22/15(30分/连续) | |||||||
| 对向主轴用电机 | kW | - | 22/15(30分/连续) | - | 22/15(30分/连续) | |||||
| 旋转刀具主轴用电机 | kW | 22/15/11(3分/15分/连续) | 22/15/11(3分/15分/连续) | |||||||
| X、Z、Y、B轴用电机 | kW | X:5.2、Z:4.6、Y:3.5、B:3.0 | XA:5.2、XB:3.5、ZA:4.6、ZB:3.5(中心距1,000) /4.6(中心距1,500)、Y:3.5、B:3.0 | |||||||
| W轴用电机 | kW | 2.8(尾架) | 3.5 | 4.6 | 2.8(尾架) | 3.5 | 4.6 | |||
| 冷却用电机(50Hz/60Hz) | kW | 0.25/0.25×1、0.55/0.75×3 | ||||||||
| 机床尺寸 | 高度 | mm | 2,955 | 3,030 | ||||||
| 占地面积 W×D(含切削液箱) | mm×mm | 中心距1,000:4,925×2,995中心距1,500:5,425×2,995 | 中心距1,000:4,925×3,018中心距1,500:5,425×3,082 | |||||||
| 机床重量 | kg | 中心距1,000:15,500中心距1,500:16,500 | 中心距1,000:16,500中心距1,500:17,500 | |||||||
| 数控装置 | OSP-P300SA | |||||||||
机床规格※1: 装夹时,以对向主轴的加工时为ø320(下刀架回转直径)。
※2: C轴分度精度 双向定位准确度4”
※3: 在1SW规格和2SW规格中,对向主轴与对向主轴附近的动作范围不同。
机床规格
| 项目 | MULTUS U4000 | |||||||||
| 1SC | 1SW | 2SC | 2SW | |||||||
| 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | |||
| 容量能力 | 拖板上回转直径 | mm | φ650 | 上:φ650、下:φ320 | ||||||
| 中心距 | mm | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | |
| 最大加工直径 | mm | φ650 | 上:φ650※1、下:φ320 | |||||||
| 最大加工长度 | mm | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | |
| 移动量 | X轴移动量 | mm | 695 | 上:695、下:235 | ||||||
| Z轴移动量 | 上:mm | 1,600 | 2,100 | 1,600 | 2,100 | 1,600 | 2,100 | 1,600 | 2,100 | |
| 下:mm | - | 1,461 | 1,961 | 1,524※2 | 2,024※3 | |||||
| Y轴移动量 | mm | 300(±150) | ||||||||
| W轴移动量 | mm | - | 1,554 | 2,054 | - | 1,524※2 | 2,024※3 | |||
| B轴分度角度 | 度 | -30~+210(最小控制角度 0.001) | ||||||||
| C轴控制角度 | 度 | 360(最小控制角度 0.0001)※2 | ||||||||
| 主轴 | 主轴转速 | min-1 | 45~4,200 | |||||||
| 主轴变速档数 | 自动2档(电机绕组切换2档) | |||||||||
| 主轴端形状 | JIS A2-8 | |||||||||
| 通孔直径 | mm | φ91 | ||||||||
| 轴承内径 | mm | φ140 | ||||||||
| 对向主轴※5 | 主轴转速 | min-1 | - | 45~4,200 | - | 38~3,800 | ||||
| 主轴变速档数 | - | 自动2档(电机绕组切换2档) | - | 自动2档(电机绕组切换2档) | ||||||
| 主轴端形状 | - | JIS A2-8 | - | JIS A2-8 | ||||||
| 通孔直径 | mm | - | φ91 | - | φ80 | |||||
| 轴承内径 | mm | - | φ140 | - | φ120 | |||||
| 刀架 (刀具主轴) | 刀架形式 | H1 | 上:H1、下:V12 | |||||||
| 刀架的刀具安装把数 | L、M共用1把 | 上:L、M共用1把 下:12把 | ||||||||
| 车刀刀柄尺寸 | mm | 25 | ||||||||
| 内圆刀具直径 | mm | φ40 | ||||||||
| 旋转刀具主轴转速 | min-1 | 50~12,000 | ||||||||
| 旋转刀具主轴用变速档数 | 自动2档(电机绕组切换2档) | |||||||||
| 进给速度 | 快速进给速度 | 上:m/min | X:50、Z:50、Y:40 | X:50、Z:40、Y:40 | X:50、Z:50、Y:40 | X:50、Z:40、Y:40 | X:50、Z:50、Y:40 | X:50、Z:40、Y:40 | X:50、Z:50、Y:40 | X:50、Z:40、Y:40 |
| X・Z・Y轴 | 下:m/min | - | X:25、Z:40 | X:25、Z:30 | X:25、Z:40 | X:25、Z:30 | ||||
| 快速进给速度W轴 | m/min | 12(尾架) | 30 | 20 | 12(尾架) | 30 | 20 | |||
| 快速进给速度C、B轴 | min-1 | C:200、B:30 | ||||||||
| 切削进给速度 | mm/rev | 0.001~1,000.000 | ||||||||
| 尾架 | 尾架套筒锥孔形式 | MT. No.5(旋转中心) | - | MT. No.5(旋转中心) | - | |||||
| 尾架移动量 | mm | 1,594 | 2,094 | - | 1,359.50 | 1,961.00 | - | |||
| ATC | 刀柄型式 | HSK-A63 | ||||||||
| 刀库容量 | 把 | 40 | ||||||||
| 刀具最大直径 | mm | φ90(无邻接刀具时:φ130) | ||||||||
| 刀具最大长度 | mm | 400(刀柄基准端面起) | ||||||||
| 刀具最大重量 | kg | 10 | ||||||||
| 电机 | 主主轴用电机 | kW | 22/15(30分/连续) | |||||||
| 对向主轴用电机 | kW | - | 22/15(30分/连续) | - | 22/15(30分/连续) | |||||
| 旋转刀具主轴用电机 | kW | 22/15/11(3分/15分/连续) | 22/15/11(3分/15分/连续) | |||||||
| X、Z、Y、B轴用电机 | kW | X:5.2、Z:4.6(中心距1,500)/5.2(中心距2,000)、 Y:3.5、B:3.0 | XA:5.2、XB:3.5、ZA:4.6(中心距1,500) /5.2(中心距2,000)、ZB:4.6、Y:3.5、B:3.0 | |||||||
| W轴用电机 | kW | 2.8(尾架) | 4.6 | 2.8(尾架) | 4.6 | |||||
| 冷却用电机(50Hz/60Hz) | kW | 0.25/0.25×1、0.55/0.75×3 | ||||||||
| 机床尺寸 | 高度 | mm | 2,955 | 3,030 | ||||||
| 占地面积 W×D(含切削液箱) | mm×mm | 中心距1,500:5,425×2,995中心距2,000:6,175×2,995 | 中心距1,500:5,425×3,082中心距2,000:6,175×3,082 | |||||||
| 机床重量 | kg | 中心距1,500:17,000中心距2,000:19,000 | 中心距1,500:18,000中心距2,000:20,000 | |||||||
| 数控装置 | OSP-P300SA | |||||||||
※1: 装夹时,以对向主轴的加工时为ø320(下刀架回转直径)。
※2: 大直径主主轴规格时为1,500。
※3: 大直径主主轴规格时为2,000。
※4: C轴分度精度 双向定位准确度4”
※5: 在1SW规格和2SW规格中,对向主轴与对向主轴附近的动作范围不同。
| 项目 | MULTUS U5000 | |||||||||
| 1SC | 1SW | 2SC | 2SW | |||||||
| 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | |||
| 容量能力 | 拖板上回转直径 | mm | φ650 | 上:φ650、下:φ320 | ||||||
| 中心距 | mm | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | |
| 最大加工直径 | mm | φ650 | 上:φ650※1、下:φ320 | |||||||
| 最大加工长度 | mm | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | 1500 | 2000 | |
| 移动量 | X轴移动量 | mm | 695 | 上:695、下:235 | ||||||
| Z轴移动量 | 上:mm | 1,600 | 2,100 | 1,600 | 2,100 | 1,600 | 2,100 | 1,600 | 2,100 | |
| 下:mm | - | 1,461 | 1,961 | 1,524 | 2,024 | |||||
| Y轴移动量 | mm | 300(±150) | ||||||||
| W轴移动量 | mm | - | 1,554 | 2,054 | - | 1,524※2 | 2,024※3 | |||
| B轴分度角度 | 度 | -30~+210(最小控制角度 0.001) | ||||||||
| C轴控制角度 | 度 | 360(最小控制角度 0.0001)※2 | ||||||||
| 主轴 | 主轴转速 | min-1 | 30~3,000 | |||||||
| 主轴变速档数 | 自动2档(电机绕组切换2档) | |||||||||
| 主轴端形状 | JIS A2-11 | |||||||||
| 通孔直径 | mm | φ112 | ||||||||
| 轴承内径 | mm | φ160 | ||||||||
| 对向主轴※5 | 主轴转速 | min-1 | - | 30~3,000 | - | 38~3,800 | ||||
| 主轴变速档数 | - | 自动2档(电机绕组切换2档) | - | 自动2档(电机绕组切换2档) | ||||||
| 主轴端形状 | - | JIS A2-11 | - | JIS A2-8 | ||||||
| 通孔直径 | mm | - | φ112 | - | φ80 | |||||
| 轴承内径 | mm | - | φ160 | - | φ120 | |||||
| 刀架 (刀具主轴) | 刀架形式 | H1 | 上:H1、下:V12 | |||||||
| 刀架的刀具安装把数 | L、M共用1把 | 上:L、M共用1把 下:12把 | ||||||||
| 车刀刀柄尺寸 | mm | 25 | ||||||||
| 内圆刀具直径 | mm | φ40 | ||||||||
| 旋转刀具主轴转速 | min-1 | 50~12,000 | ||||||||
| 旋转刀具主轴用变速档数 | 自动2档(电机绕组切换2档) | |||||||||
| 进给速度 | 快速进给速度 | 上:m/min | X:50、Z:50、Y:40 | X:50、Z:40、Y:40 | X:50、Z:50、Y:40 | X:50、Z:40、Y:40 | X:50、Z:50、Y:40 | X:50、Z:40、Y:40 | X:50、Z:50、Y:40 | X:50、Z:40、Y:40 |
| X・Z・Y轴 | 下:m/min | - | X:25、Z:40 | X:25、Z:30 | X:25、Z:40 | X:25、Z:30 | ||||
| 快速进给速度W轴 | m/min | 8(尾架) | 30 | 20 | 8(尾架) | 30 | 20 | |||
| 快速进给速度C、B轴 | min-1 | C:200、B:30 | ||||||||
| 切削进给速度 | mm/rev | 0.001~1,000.000 | ||||||||
| 尾架 | 尾架套筒锥孔形式 | MT. No.5(内置) | - | MT. No.5(内置) | - | |||||
| 尾架移动量 | mm | 1,554 | 2,054 | - | 1,359.50 | 1,961.00 | - | |||
| ATC | 刀柄型式 | HSK-A63 | ||||||||
| 刀库容量 | 把 | 40 | ||||||||
| 刀具最大直径 | mm | φ90(无邻接刀具时:φ130) | ||||||||
| 刀具最大长度 | mm | 400(刀柄基准端面起) | ||||||||
| 刀具最大重量 | kg | 10 | ||||||||
| 电机 | 主主轴用电机 | kW | 37/30(30分/连续) | |||||||
| 对向主轴用电机 | kW | - | 32/22(20分/连续) | - | 22/15(20分/连续) | |||||
| 旋转刀具主轴用电机 | kW | 22/15/11(3分/15分/连续) | 22/15/11(3分/15分/连续) | |||||||
| X、Z、Y、B轴用电机 | kW | X:5.2、Z:4.6(中心距1,500)/5.2(中心距2,000)、 Y:3.5、B:3.0 | XA:5.2、XB:3.5、ZA:4.6(中心距1,500) /5.2(中心距2,000)、ZB:4.6、Y:3.5、B:3.0 | |||||||
| W轴用电机 | kW | 2.8(尾架) | 4.6 | 2.8(尾架) | 4.6 | |||||
| 冷却用电机(50Hz/60Hz) | kW | 0.25/0.25×1、0.55/0.75×3 | ||||||||
| 机床尺寸 | 高度 | mm | 2,955 | 3,030 | ||||||
| 占地面积 W×D(含切削液箱) | mm×mm | 中心距1,500:5,530×2,995中心距2,000:6,280×2,995 | 中心距1,500:5,530×3,082中心距2,000:6,280×3,082 | |||||||
| 机床重量 | kg | 中心距1,500:17,300中心距2,000:19,300 | 中心距1,500:18,300中心距2,000:20,300 | |||||||
| 数控装置 | OSP-P300SA | |||||||||
思诚资源为您提供:日本大隈_OKUMA智能化复合加工中心MULTUS U3000/MULTUS U4000/MULTUS U5000的采购报价、OKUMA(大隈)G627E13624CEDB型号参数、规格图片、PDF画册等资料,如您想了解更多关于OKUMA(大隈)正品品牌的其他加工中心资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!

品牌:DAHLIH(大立)
型号:G604EF79248063

品牌:YASDA(亚司达)
型号:YBM9150Vver.III

品牌:NEWAY(纽威)
型号:G5E69D9C4A969D

品牌:DAHLIH(大立)
型号:G5E1D3C72623D0

品牌:FANUC(发那科)
型号:α-DLiB PLUS系列













