

























































































































































YASDA亚司达 YBMVi40 立式五轴联动数控加工
品牌:YASDA(亚司达)
型号:YBMVi40
¥待询价(提交订单10分钟内获取专属报价单)

扁钢车身CNC车床LH55-N
扁钢床身CNC车床LH55-N
在大型、重型工件加工中发挥出众的生产性
基于V8+V8对向刀架,可保持刀具的永久性和高速重切削多样化的刀架自由选择系统。
在大型、重型工件加工中发挥出高效率,高刚性,高精度。
产生于传统技术的结晶的、 传承传统技术以高刚性、 高精度为荣的CNC车床
高刚性主轴和大功率电机
高刚性3点支撑主轴
主轴较粗,依靠3点支撑方式的轴承来支撑,依靠3点支撑方式的轴承来支撑,在强力切削加工中发挥较高的稳定性。
●标准主轴 ASA A2-1 1 轴承内径 φ170mm 通孔直径φ105mm
●大孔径主轴 ASA A2-15 轴承内径 φ280mm 通孔直径 φ200mm
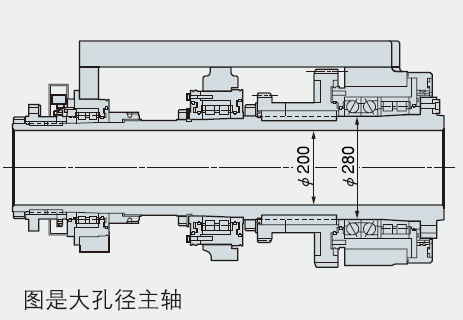
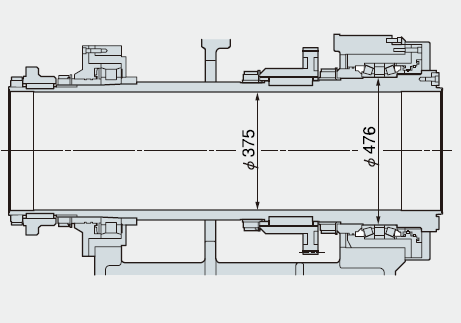
超大孔径主轴
不仅大型重量工件,还准备了在大直径管道加工中发挥威力的超大直径主轴。
●超大孔径规格 ASA A2-20 轴承内径φ476mm 通孔直径 φ3 75mm
加工管道时能够在主轴后部配置卡盘。
大功率VAC电机
通过自动4级变速主轴和大功率VAC主轴电机的组合,
不仅使强力切削可经常保持最佳的加工条件,也能够缩短加工时间、提高刀具使用寿命。
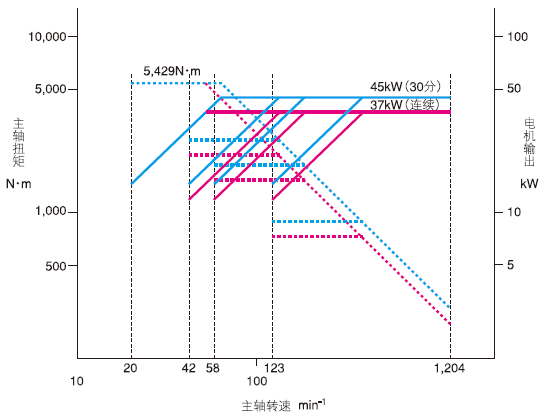
●标准主轴
主轴转速:1 ,200min-1
电机输出:VAC45/37kW (30分/连续)
主轴扭矩:5,429N.m
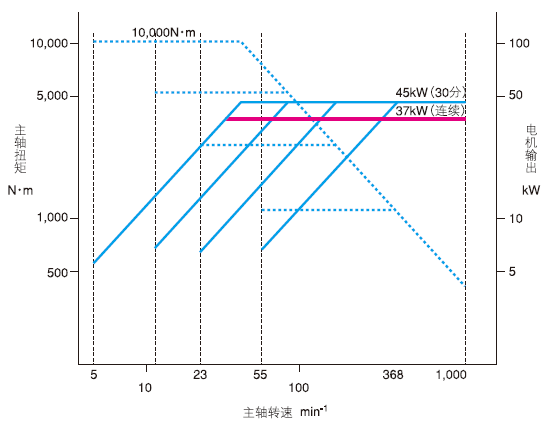
●大孔径主轴、低速规格
主轴转速:1 ,000min-1
电机输出:VAC45/37kW (30分/连续)
主轴扭矩:10,000N.m
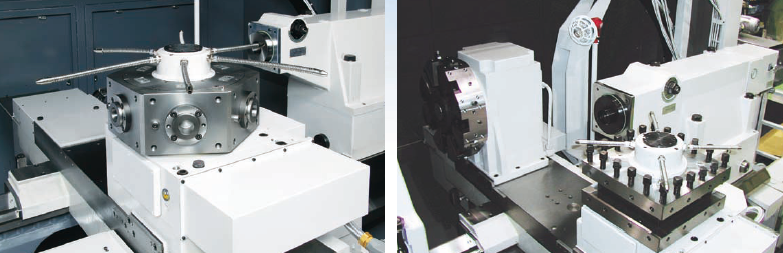
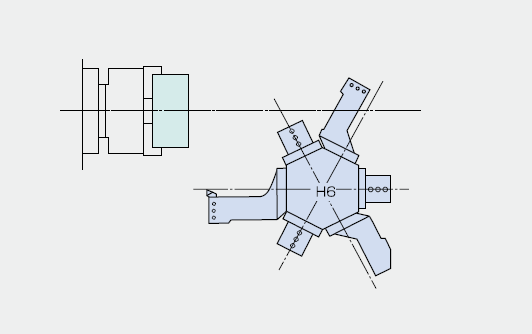
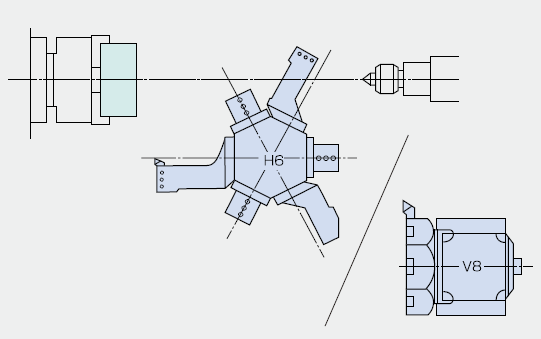
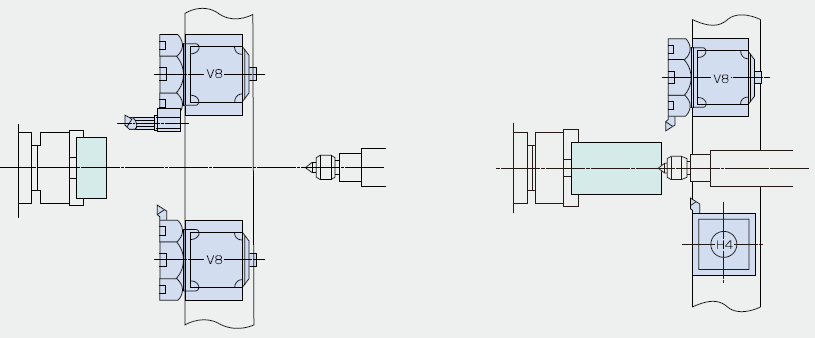
按加工种类可选择丰富的刀架规格
近前V8刀架
中心工件主体
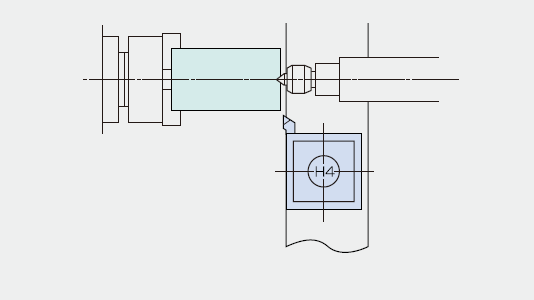
近前H4刀架
中心工件、卡盘工件
H6刀架
卡盘工件专用.
V8/H6换装刀架
中心工件、卡盘工件
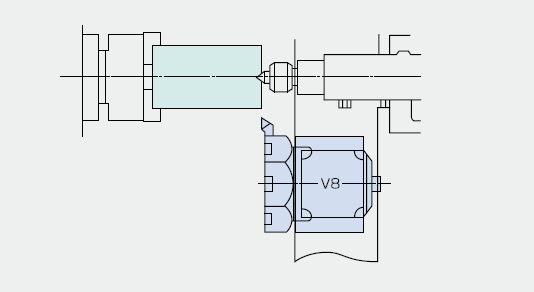
附加对向V8刀架(V8+V8、H4+V8)
中心工件、卡盘工件
机床规格.
| 机型 | LH55-N | ||||
| 标准主轴 | 大孔径主轴 | 超大孔径主轴 | |||
| 名称 | 1,100X2,000、3,000、4,000 | ||||
| 能力、容量 | 床身上回转直径 | mm | φ1,100、φ1 ,300 (升高规格) | ||
| 往返台的振幅 | mm | φ685 (V8+V8时φ485)、φ780 (升高规格) | |||
| 中心距 | mm | 2,000、3,000、4,000 | |||
| 主轴 | 主轴端 | ASA A2-11 | ASA A2-15 | ASA A2-20 | |
| 主轴轴承内径 | mm | φ170 | φ280 | φ476 | |
| 主轴通孔直径 | mm | φ105 | φ200 | φ375 | |
| 主轴变速档数 | 4(自动范围)X无级变速 | 4(自动范围) X无级变速 | 2(自动范围) X无级变速 | ||
| 主轴转速 | min-1 | 20~1 ,200 | 10~1 ,500 | 5~500 | |
| 往返台(Z轴) | 移动距离 | mm | 2,030、3,030、4,030 | ||
| 切削进给量 | 切削进给量 | 0.0001~1 ,000 | |||
| 快速进给速度 | mm/min | 10,000 | |||
| 横向进给台(X轴) | 移动距离 | mm | 675 | ||
| 切削进给量 | mm/rev | 0.001~1,000 | |||
| 快速进给速度 | mm/min | 5,000 | |||
| 刀架 | V8、H6、H4 | ||||
| 尾架 | 尾架心轴的直径 | mm | φ150 | ||
| 尾架心轴的锥孔 | MT No.6 | ||||
| 尾架心轴移动量 | mm | 200 (内置时为250) | |||
| 床身 | 长度 | mm | 4,200、5,200、6,200 (大孔径时十150mm、超大孔径时十285mm) | ||
| 宽度 | mm | 700 | |||
| 电机 | 主轴电机 | kW | VAC45/37 (30分/连续) | ||
| 液压单元用电机 | kW | 1.5 | |||
| 进给轴电机 | kW | X:BL3.5、Z:BL3.5 | |||
| 机床尺寸 | 占地面积 | mmXmm | 4,713X7,093、8,093、9,093 | ||
| 机床重量 | kg | 12,500、13,500、14,500 | |||
思诚资源为您提供:日本大隈_OKUMA扁钢车身CNC车床LH55-N的采购报价、OKUMA(大隈)G6278B7E890D32型号参数、规格图片、PDF画册等资料,如您想了解更多关于OKUMA(大隈)正品品牌的其他加工中心资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!




















