


























































































































































KENT_建德单轴程控鞍座型WM平面磨床系列KGS
品牌:KENT(建德)
型号:G63F47B72691AC
¥待询价(提交订单10分钟内获取专属报价单)

CNC外圆磨床GP/GA-TII series
CNC外圆磨床
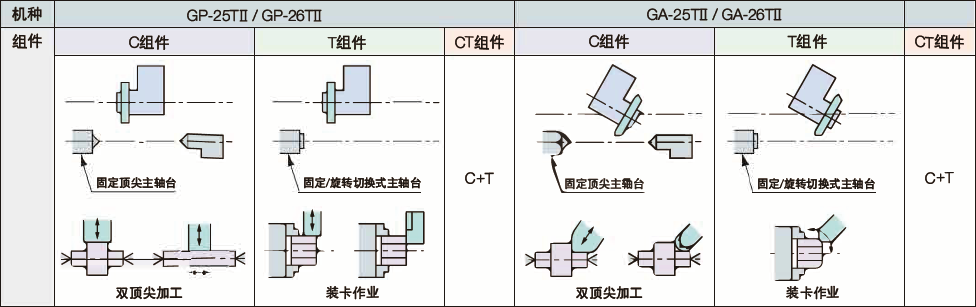
GP-TII 平形砂轮系列/ GA-TII 角度砂轮系列
提高精度和生产率
.对应重磨削
非正圆滑动轴承砂轮轴、对角筋床身
.采用PFCII
.提高快速进给速度
.缩短尾架动作时间
.装料/卸载中修整砂轮(配置装料器的机床) .通过AE传感器缩短非切削时间(特殊规格)

提高可操作性
.减少工件原点、金刚石原点的按键操作次数
强力、高速加工
.砂轮电机功率MAX15kw(特殊规格)
.宽大的V滑动导轨结构
.砂轮线速度60m/sec(特殊规格), 120m/sec(特殊规格)
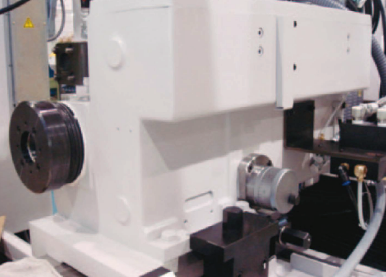
结构紧凑且可重磨削的磨床!
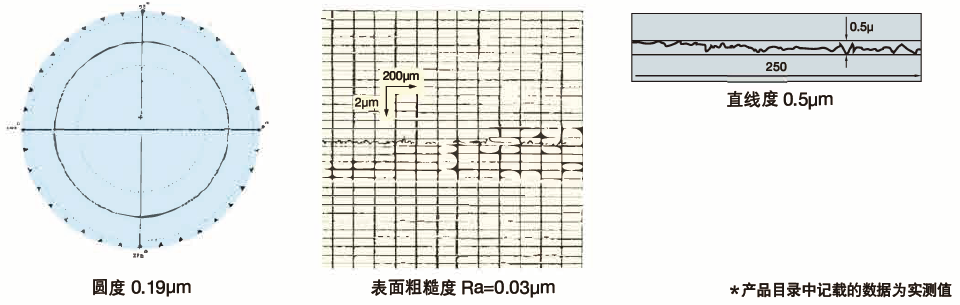
可进行重磨削和高精度加工的基础技术
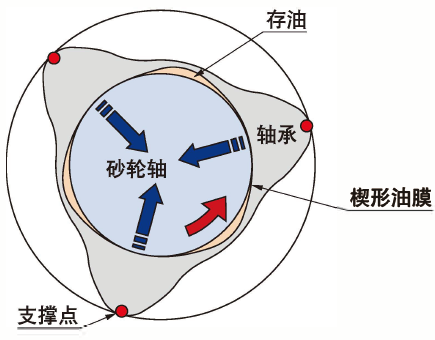
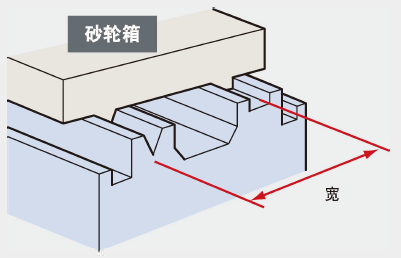
I非正圆滑动轴承砂轮轴
兼顾重磨削和高精度加工, 加工时间缩短
通过利用动压轴承结构使砂轮轴旋转, 保持轴承内部发生的模形油膜压力。以无可匹敌的保持力为1吨的强度实现重磨削。砂轮旋转精度为0.01µm以下, 实现高精度磨削。砂轮轴不与金属接触, 可半永久性维持其性能。
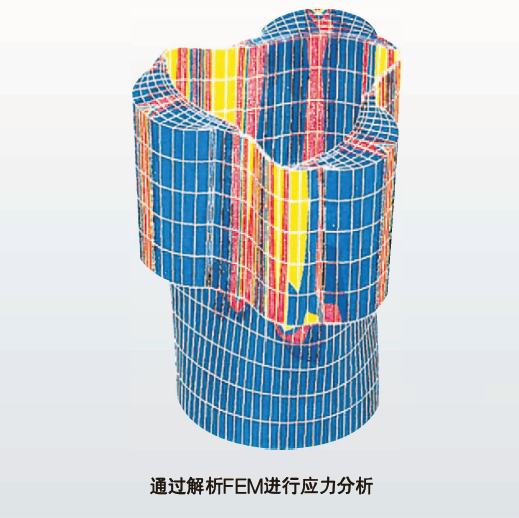
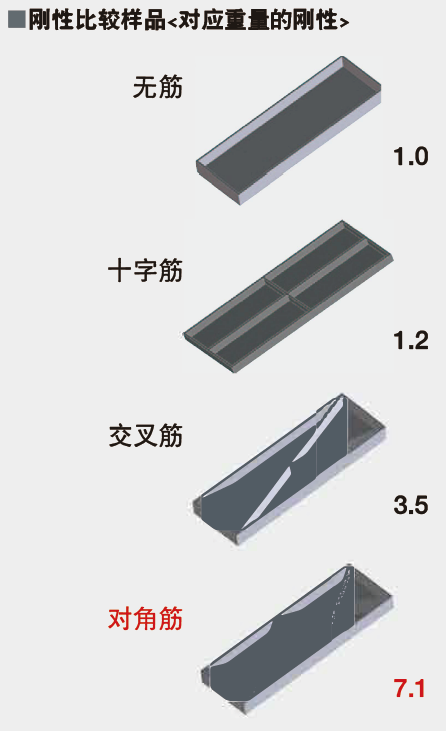
对角筋结构床身
床身具有充分的厚度, 配置多数三角筋, 形成高刚性结构, 即使追加加工条件也可进行稳定的加工提高生产率。

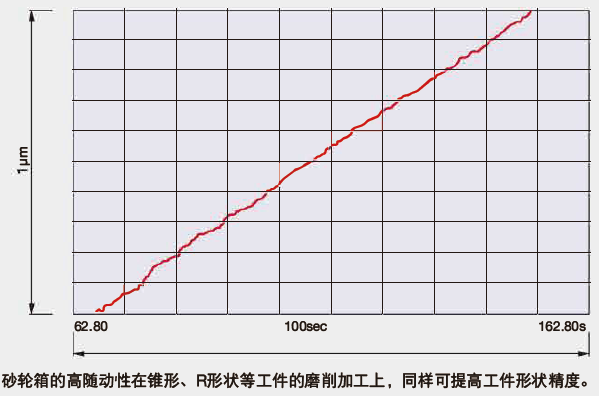
PFCII (轴移动反转补偿控制)的应用
能够减少下述动作中发生在R面顶端等部位的条痕(突起)。
OKUMA制高精密伺服和摩擦小的滑动导轨面
以下内容表明即使在100秒移动砂轮箱1μm的超低速指令下, 仍可完成无停顿进给的完美追踪。
进一步提高易使用性
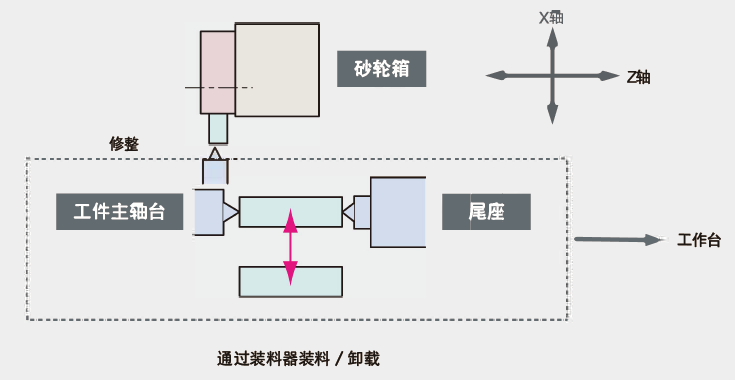
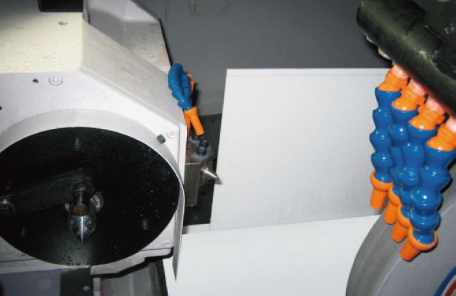
可进行工件装料/卸载中修整砂轮
由于X、Z砂轮箱可横移,在不移动工作台上的加工件的情况下,可在装料器实施装卸料的过程中完成修整,缩短了循环周期 。
操作性、快捷性
·减少工件、金刚石原点的按键操作次数
.与旧机型比较减少l:,.70%以上
·整体防护罩标准
.有效抑制冷却液的飞溅以及噪音, 营造安静舒适的工厂环境。
·配置手动锥度补偿功能的尾架
.可轻松调整伴随尾架移动所产生的锥度变化。
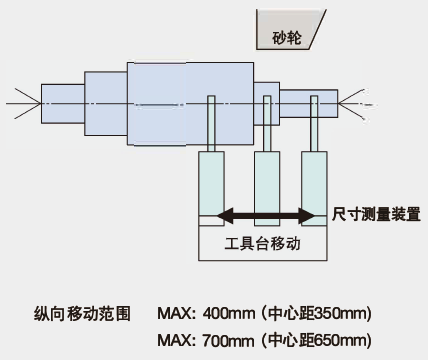
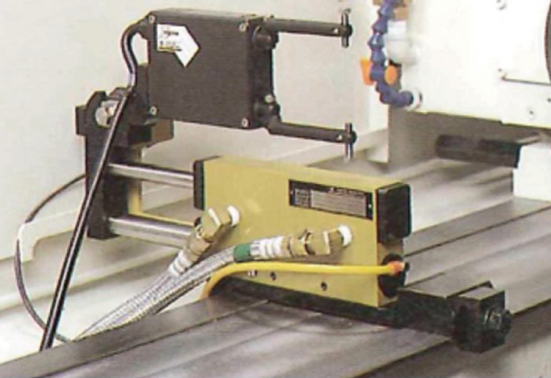
■NC床身工具台(特殊规格)
在砂轮横移型磨床的工作台近端纵向,设置具备NC定位功能的工具台, 并安装尺寸测噩装置后,可实现在任意位置上的直径测量。适用千多层工件加工时尺寸测量装置的运用。
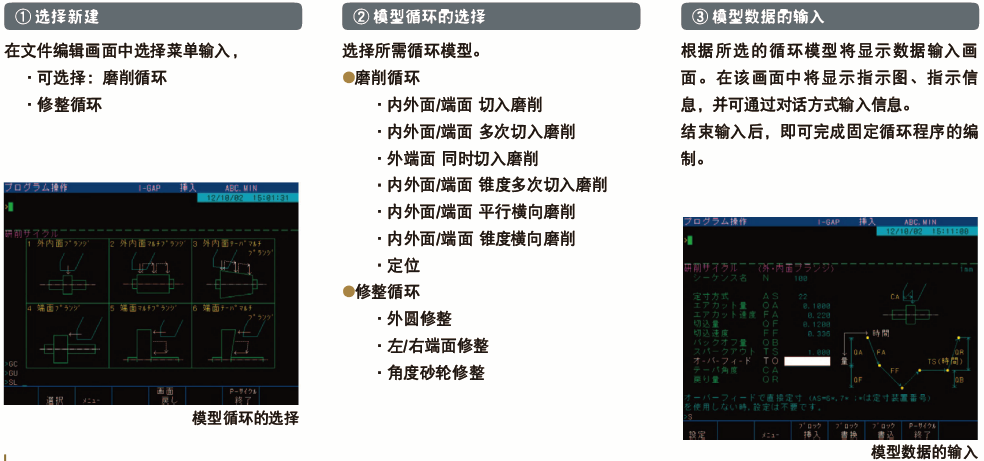
配置I-GAP (特殊规格)
·模型循环功能
在菜单界面中选择所需固定循环,并按照指示图通过对话方式设定数据,即能简单实现固定循环程序的编制。
强力、高速加工
·宽大的V滑动导轨结构
重磨削时,宽V平导轨可充分支撑砂轮箱承受的磨削负载。
.砂轮箱电机功率
从标准7.5kW,根据工件要求最大可支持15kW。
.砂轮线速度
根据用户要求的循环周期,从标准45m/sec,到60m/sec,最高可支持120m/sec(砂轮直径为0405mm,使用砂轮为CBN砂轮)。
加工数据
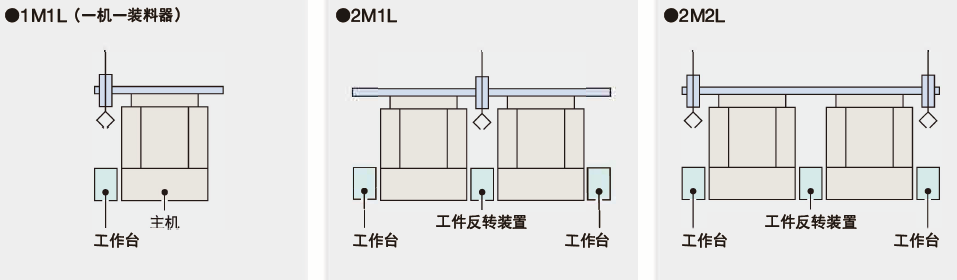
自动化对应
对应装料器简单
因工件位置固定,为此对应装料器简单。
装料器安装示例
装料器夹钳
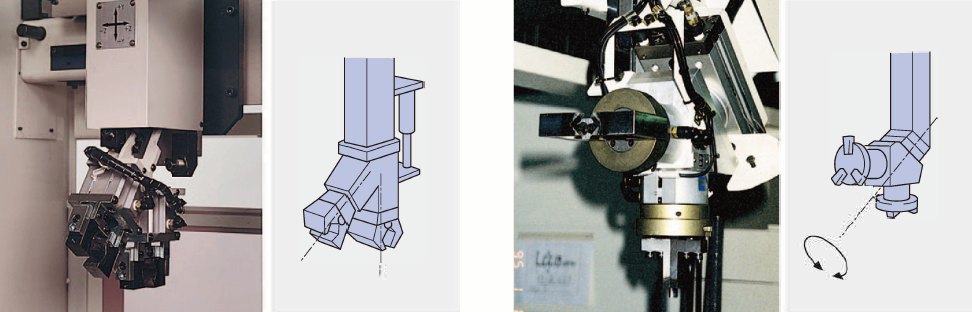
·摇摆式双卡爪
.适用千轴类工件加工
.工件直径065mm
.工件长度200mm
.工件重量3kgx2个
.回转旋转式双卡爪
·适用千卡盘类工件加工
.工件直径0120mm
.工件长度60mm
.工件重量3kgx2个
规格结构和作业内容
本机主要规格
·砂轮箱
.砂轮轴电机7.5kW
变频器驱动
.15kW(特殊规格)
·工件主轴台MT No.4
.固定主轴台
.固定/旋转切换式主轴台(MT No.5)
.装卡主轴台(MT No.6)
尾架 MT No.4
.行程50mm
.手动锥度补偿量00.08mm
.定压(超长行程)尾架
(MT No.5)行程170mm(特殊规格)
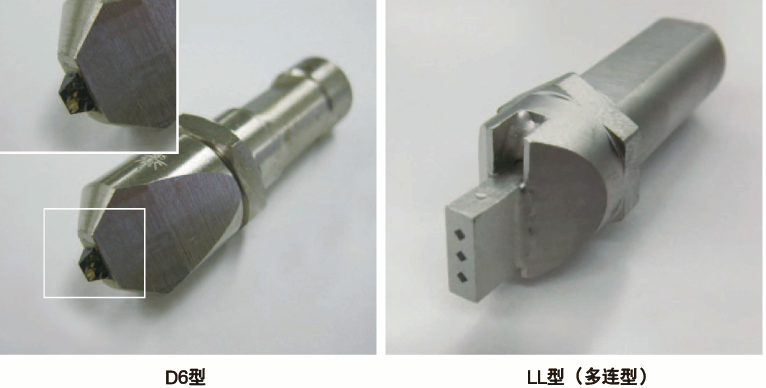
砂轮修整器
•安装工件主轴台后部
•金刚石刀具
单点D-5(特殊规格)
•D-6、LL型(多石型)、旋转修整器(特殊规格)
| 项目 | 单位 | GP/A-25TII | GP/A-26Til | |||
| GP/A-25T!Ix350 | GP/A-25T!Ix650 | GP/A-26TIIx350 | GP/A-26TIIx650 | |||
| 中心距 | mm | 350 | 650 | 350 | 650 | |
| 台面上的回转范围 | mm | φ330 | ||||
| 最大磨削直径 | mm | φ200 | ||||
| 最大工件重量 | 双顶尖 | kg | 50 | |||
| 装卡 | kgxmm | 40x200 | ||||
| 砂轮 | 外径X内径 | mm | φ510xφ203.2 | φ610xφ254 | ||
| 宽度 | mm | 75 (GP: 150 GA: 125) | ||||
| 转速变档数 | 无级 | |||||
| 线速度 | m/min | 2,700 | ||||
| 砂轮箱(X轴) | 移动量 | mm | 415 | |||
| 快速进给速度 | m/min | φ30 | ||||
| 最小设定单位 | mm | φ0.0001 | ||||
| 鞍座(Z轴) | 移动量 | mm | GP: 515/GA: 650 | GP: 815/GA: 950 | GP: 515/GA: 650 | GP: 815/GA: 950 |
| 快速进给速度 | m/min | 20 | ||||
| 最小设定单位 | mm | 0.0001 | ||||
| 主轴台 | 中心孔的锥度 | MT.No.4 | ||||
| 转速 | min -1 | 650 | ||||
| 转速变档数 | 无级 | |||||
| 尾架 | 中心孔的锥度 | MT.No.4 | ||||
| 动作行程 | mm | 50 (80) | ||||
| 手动锥度调整量 | mm | ±φ0.08 | ||||
| 电机 | 砂轮轴用 | kW | 7.5 (11、15) | |||
| 主轴用 | kW | 2 | ||||
| 砂轮箱进给 | kW | 1.2 | ||||
| 鞍座进给 | kW | 2 | ||||
| 磨削液泵 | kW | 1.1 | ||||
| 液压油泵 | kW | 0.4 | ||||
| 砂轮轴润滑泵 | kW | 0.1 | ||||
| 滑动面润滑泵 | kW | 0.02 | ||||
| 箱容量 | 磨削液箱 | Lit. | 200 (300) | |||
| 液压油箱 | Lit. | 20 | ||||
| 砂轮轴润滑油箱 | Lit. | 20 | ||||
| 砂轮轴润滑油箱 | Lit. | 4.2 | ||||
| 机床重量 | kg | 4,800 | 5,000 | 5,000 | 5,200 | |
| 控制装置 | OSP-U2DG | |||||
主要特殊附件
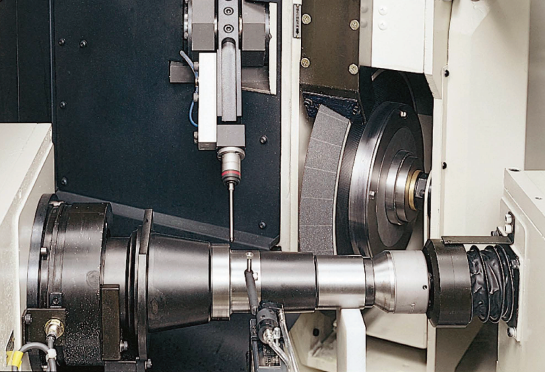
直接测量尺寸装置
作为机内测量装置, 负责加工过程中的工件外圆尺寸的管理。
金刚滚轮
批量生产或使用CBN砂轮时可选用
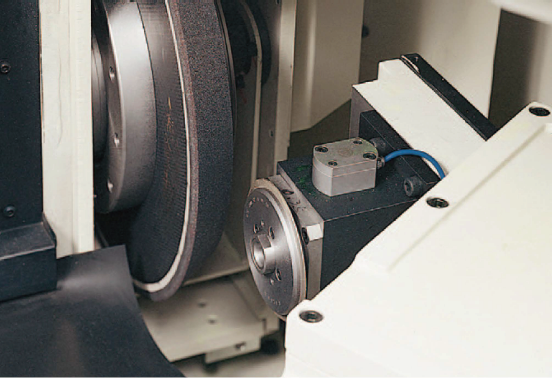
■NC定位器
补偿工件纵向基准位置的变量。
·定压尾架(超长行程)
工件长度发生变化时, 标准尾架必须移动尾架自身的位置以迎合工件, 但同样情况下加工多种长度的工件时, 该尾架配置可通过内置绝对值光栅尺确定、判别尾架轴的位置, 支持工件长度差100mm以内无需移动尾架而保持固定的支撑力。行程170mm。
·冷却液分离器
将磨屑排出机外。标准配置仅采用磁性分离器(铁素体磁铁),
但针对磁性较弱的SKD、SCM材料, 则同时使用过滤纸式或者强力型(稀土类)磁性分离器较有效。
磁性分离器

磁性分离器/过滤纸式并用
.凸轮锁紧卡盘
凸轮形状的卡爪与工件的接触面较大, 属于卡紧力较强的卡爪, 甚至造成磨削负载的增加。

·钳爪卡盘(弹筒式)
通过V型块夹紧, 并利用弹簧力卡持固定。可灵活对应加工工件的直径差。
·压块(鸡心夹头)
用螺栓卡紧工件, 并用销子固定住V型部位后驱动。
(仅手动机对应)

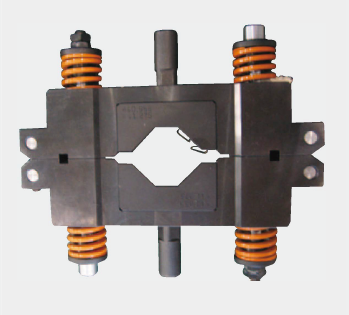
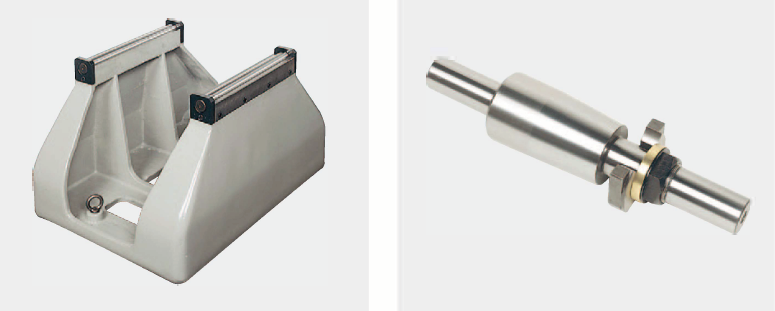
■砂轮平衡支架/平衡轴
组装砂轮、砂轮法兰盘和平衡轴, 然后在轨道上获得砂轮的静平衡。
■尺寸测量装置持续注水
该配置通过持续向尺寸测量装置注水, 将热位移控制到最小限度。

·修整器(金刚石刀具)
用千形状修整、批量加工等时可选用。
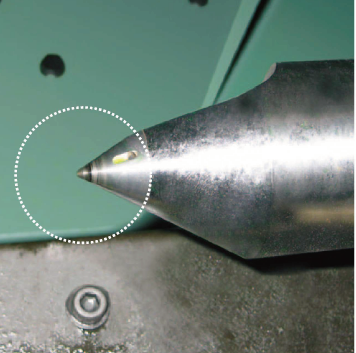
.带注油孔的顶尖
持续润滑, 控制顶尖和工件中心孔之间的磨耗及升温发热。
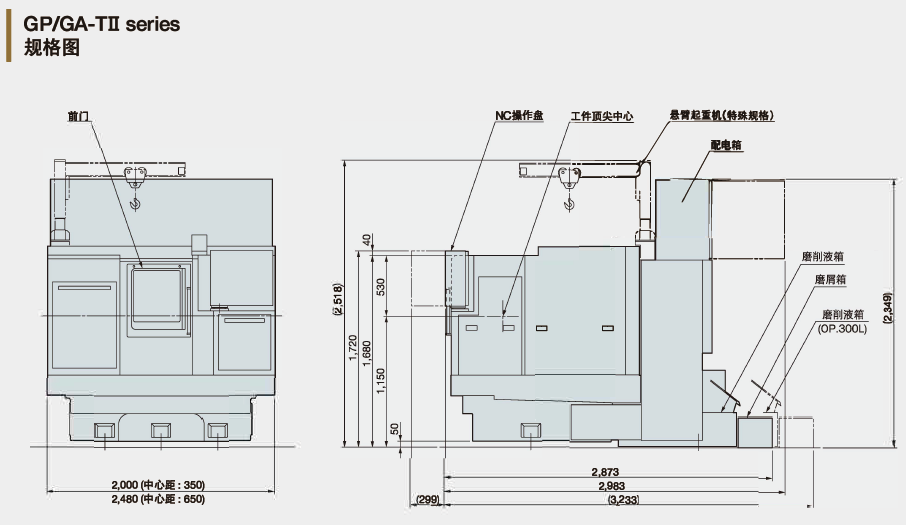
GP/GA-TII series 规格图
思诚资源为您提供:日本大隈_OKUMA CNC外圆磨床GP/GA-TII series的采购报价、OKUMA(大隈)G61C1963F5969A型号参数、规格图片、PDF画册等资料,如您想了解更多关于OKUMA(大隈)正品品牌的其他磨床资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!


















