


























































































































































OKAMOTO_冈本通用型精密磨床PSG-CA1系列 PS
品牌:OKAMOTO(冈本)
型号:G5DD392385CEA3
¥待询价(提交订单10分钟内获取专属报价单)

CNC外圆磨床GP/GA-34,44FII、GP/GA-36,47FII
CNC外圆磨床
两轴联动0.1μm高精度数字伺服控制系统
GP-FII Plain系列/GA-FII Angle系列
GP-FII Plain型
采用“非正圆静压轴承砂轮轴”
*旋转精度0.01 μm
*刚性 比旧机型提高30%.
丰富的省调试装夹功能
●自动调整中心距尾架;
*超大夹持范围卡盘
*大范围定寸装置
*配备自动锥度补偿装置的尾架
*床身安装型刀具
可轻松组线的节省空间设计
凝聚了OKUMA机电一体化技术的少人化、高精度CNC外圆磨床
承诺可实现少熟练作业化、少人化的丰富的省调试装夹功能
可自动应对夹持装置的变化
*2点定位主轴台(中心作业)(特殊规格)

可自动应对工件长度的变更
牵引尾架(特殊规格)
通过使尾架在工作台上自动滑动调整中心距。
与只限尾架轴单独滑动的机型比,可保持较高的工件夹持刚性

自动应对测量位置及测量直径的变化
大范围定寸装置 可安装床身型(特殊规格)
由于大范围定寸装置是固定在床身上的,磨削时始终位于砂轮的正前方,因此当定寸装置发生位置及直径变化时,无需进行调整。

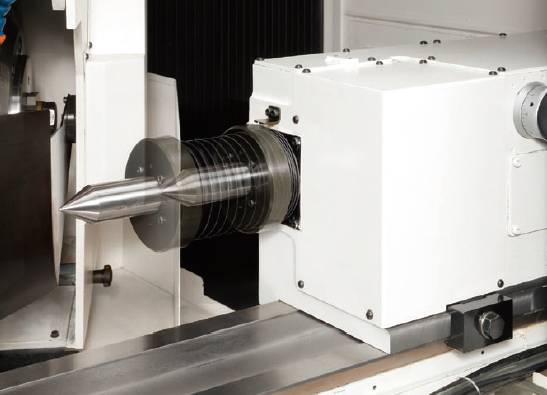
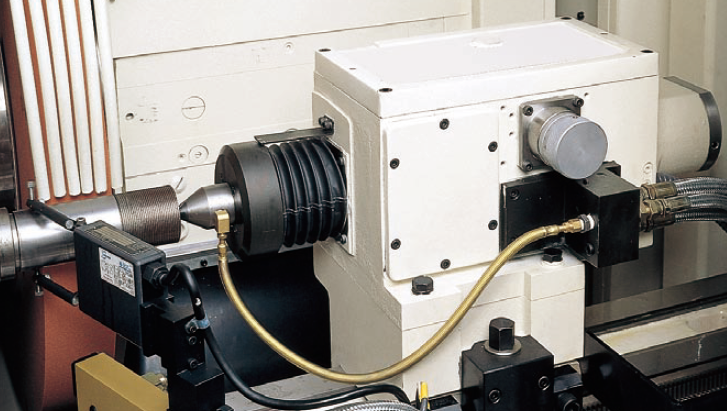
NC尾架(套筒式)(特殊规格)
NC尾架能够通过NC控制尾架套筒前进、后退,进而实现NC调整工件支撑长度和推力。面对多种工件长度时,无需移动尾架本身,即可配合工件的长度,提高作业效率。(工件长度差值:最大100mm、尾架推力:150-500N)
可自动应对夹持直径的变化
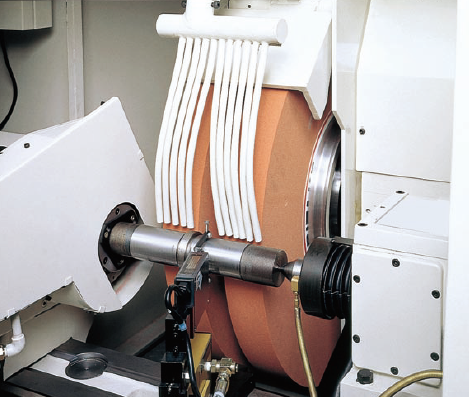
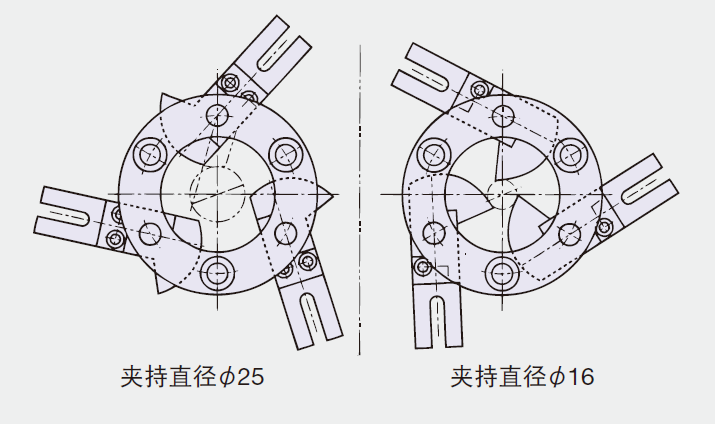
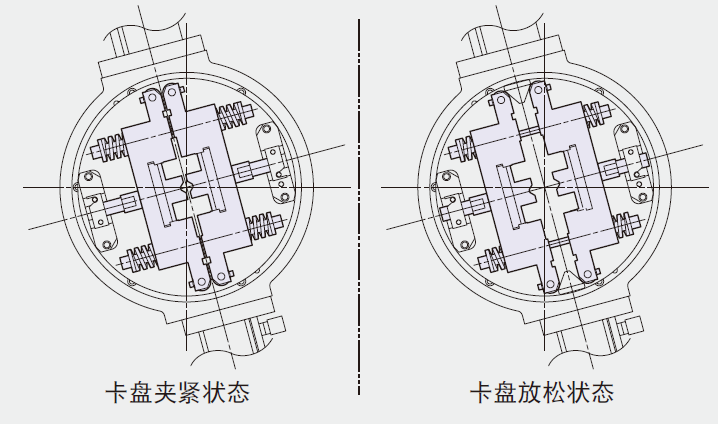
大范围凸轮锁紧卡盘(中心作业)(特殊规格)
以往的凸轮锁紧卡盘,在遇到直径差φ1mm以上的工件时需要更换卡爪,但是大范围凸轮锁紧卡盘可实现最大直径差到φ9mm无需更换卡爪。
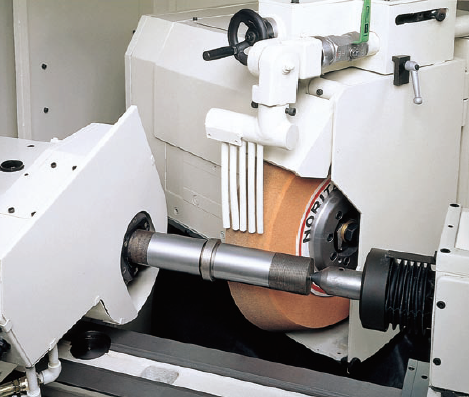
钳爪卡盘(弹筒式)(特殊规格)
通过V型块夹紧,并利用弹簧力夹持固定。可灵活对应加工工件的直径差。
自动化对应(行架式NC机械手)(特殊规格)
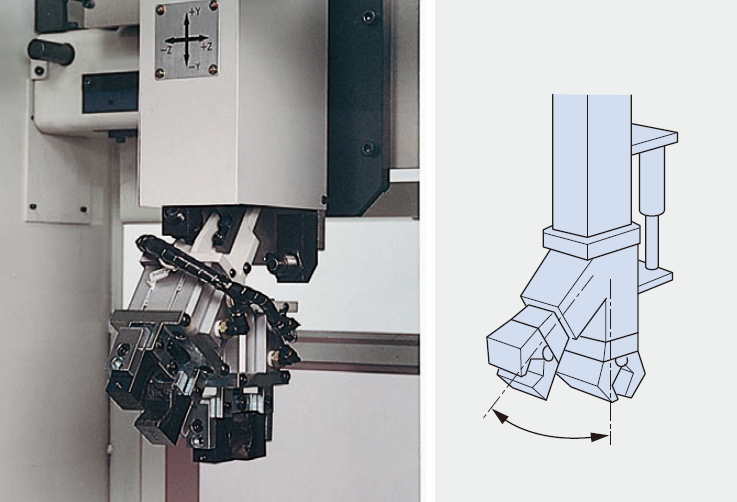
机械手手爪 摇摆式
适用于轴类工件加工
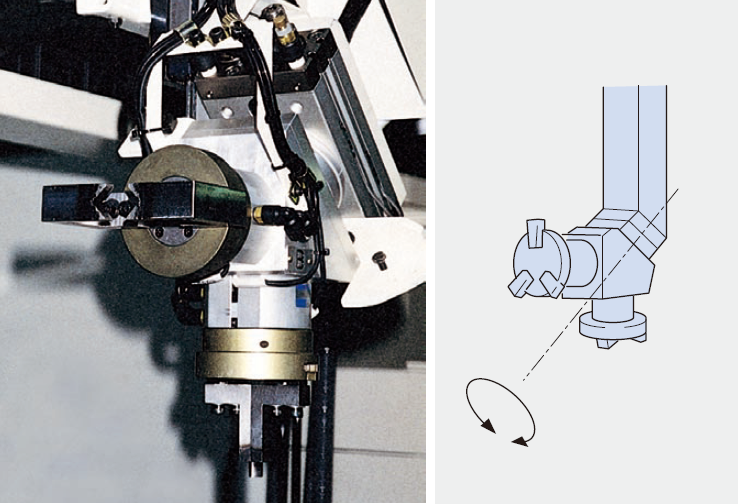
机械手手爪 转轴旋转式
适用于卡盘类工件加工
使锥度变化的调整变得简单轻松
配备手动锥度补偿装置的尾架
可轻松调整伴随尾架移动所产生的锥度变化。
除此之外,还提供牵引尾架和特殊规格的自动锥度补偿装置,它可在工件长度发生变更时,配合测量装置自动调整锥度。
提高基本性能后的FII系列的惊人成绩
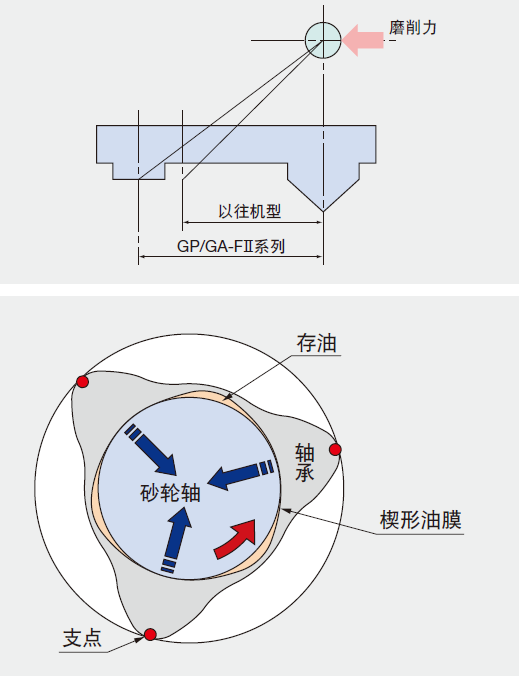
新型非正圆静压轴承砂轮轴
砂轮轴的旋转精度0.01μm
将已拥有销售成绩6000台骄人业绩的非正圆滑动轴承再度升级,将进一步提高刚性,降低温升。
在进行陶瓷及硬质合金等的镜面磨削时,可完成0.2S以下且无龟裂的加工面。

高随动性
工作台砂轮箱导轨面采用低滑动设计,即使面对超低速(0.01μm/sec)指令依然可准确完成动作。

砂轮箱和工件之间的相对震动0.2μm以下
砂轮箱采用低震动结构,排除了产生振刀的诱因。

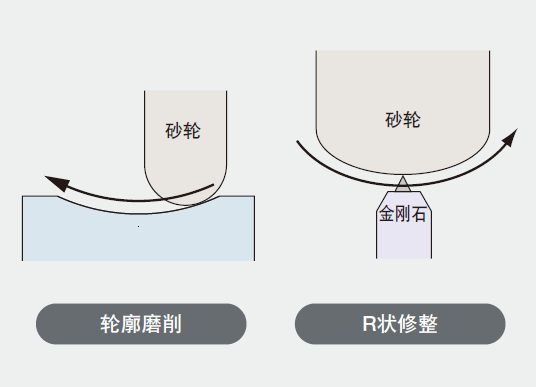
PFC II(轴移动反转补偿控制)的应用
能够减少下述动作中发生在R面顶端等部位的条痕(凸起)
实现高效率加工的机床结构
工作台导轨面
在旧机型的基础上扩大工作台导轨面V平间距15%,提高工件的夹持刚性,为15kw(特殊规格:22kW)的大功率磨削提供助力。
床身
相比旧机型增加了加强筋的厚度及数量,提高床身刚性。
非正圆静压轴承砂轮轴
通过利用动压轴承结构使砂轮轴旋转,保持轴承内部发生的楔行油膜压力。以无可匹敌的保持力为1吨的强度实现重磨削。砂轮旋转精度为0.01μm以下,实现高精度磨削。砂轮轴不与金属接触,可半永久性维持起性能。
可安装超宽砂轮
GP/GA-47FII 可安装φ760x200宽的大型砂轮,砂轮轴电机特殊规格最大可支持22kw功率。
砂轮可变速控制
全系列标准配备横移装置,可实现固定线速度控制,并且可根据磨削用途调整线速度。
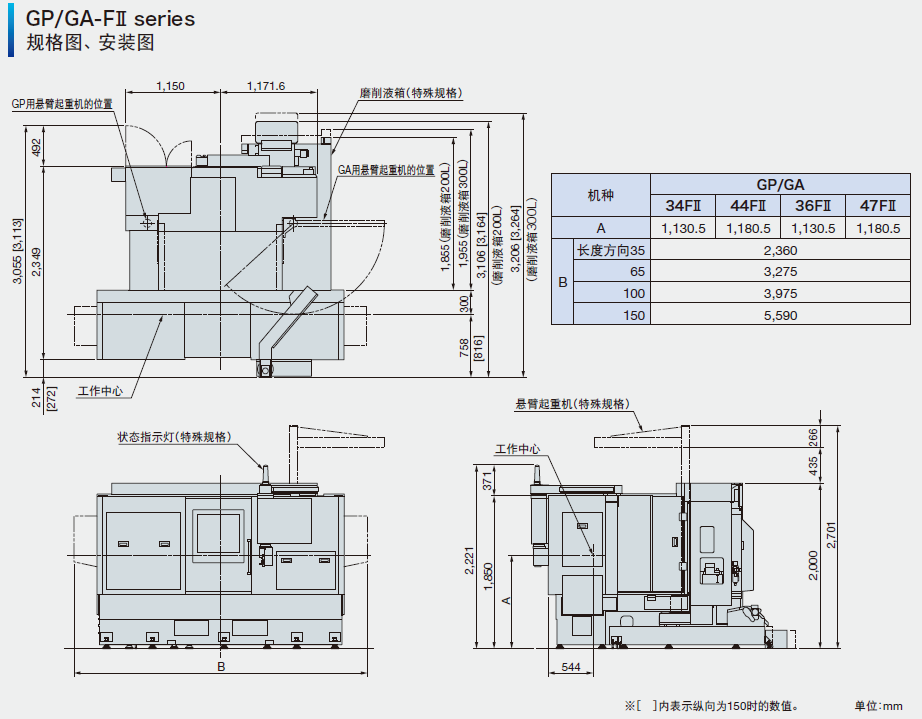
节省空间
本机安装空间
缩减本机横宽尺寸,同时通过将磨削液箱和液压箱置于本机下方,节省了空间、方便组线。
其他
全封闭护盖
有效抑制冷却液的飞溅以及噪音,营造安静舒适的工厂环境。
保养维护
主要保养维护装置集中安装于本机后侧,使维护工作轻松易行。
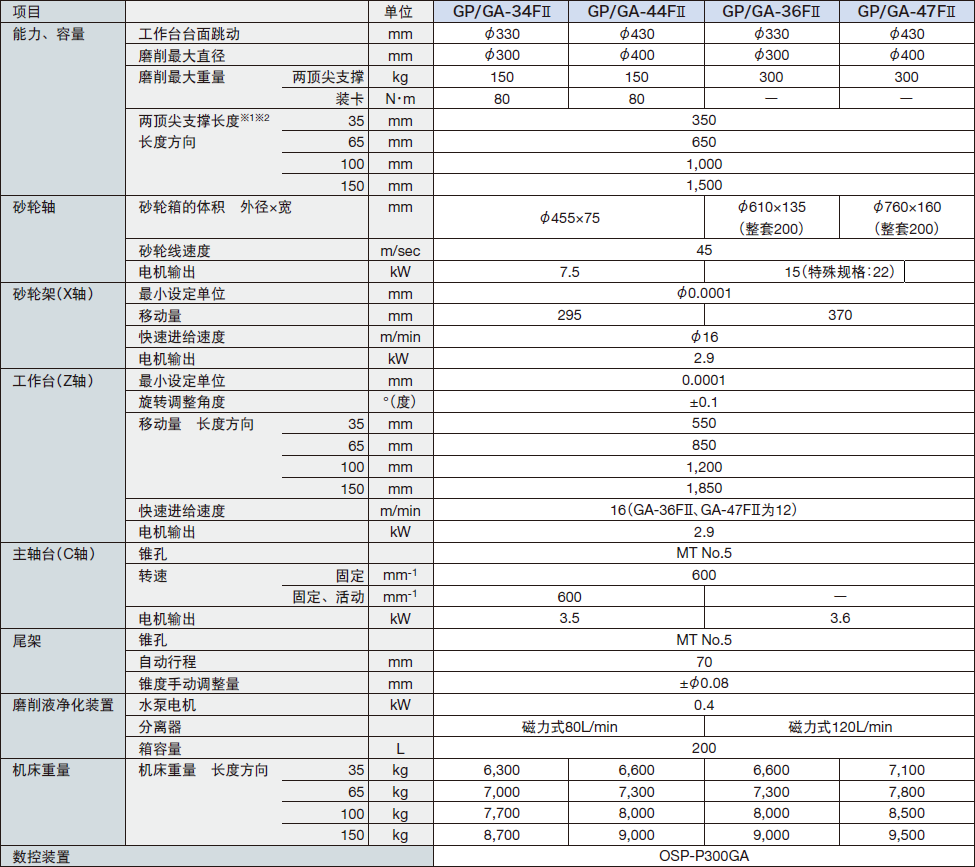
机床规格
思诚资源为您提供:日本大隈_OKUMA CNC外圆磨床GP/GA-34,44FII、GP/GA-36,47FII的采购报价、OKUMA(大隈)G61C001818361F型号参数、规格图片、PDF画册等资料,如您想了解更多关于OKUMA(大隈)正品品牌的其他磨床资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!


















