

























































































































































日本NS TOOL日进 CBN超精加工用球头铣刀SFB
品牌:NS TOOL(日进)
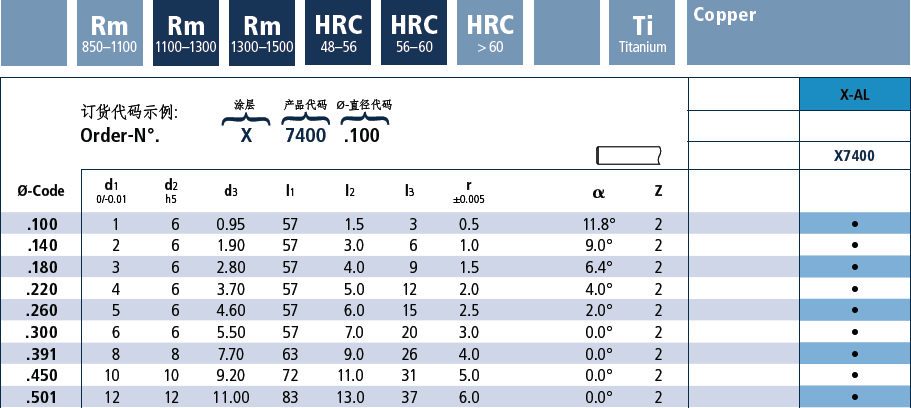
型号:SFB200
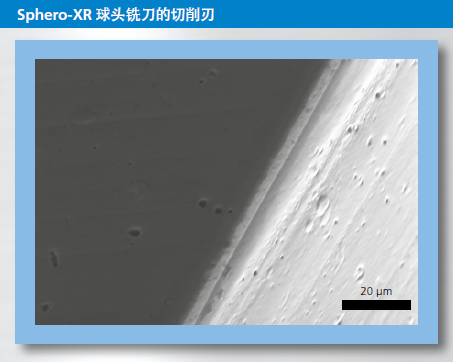
球头立铣刀 Sphero-XR / Sphero-XF
完美的3D铣削技术
Sphero-XR4
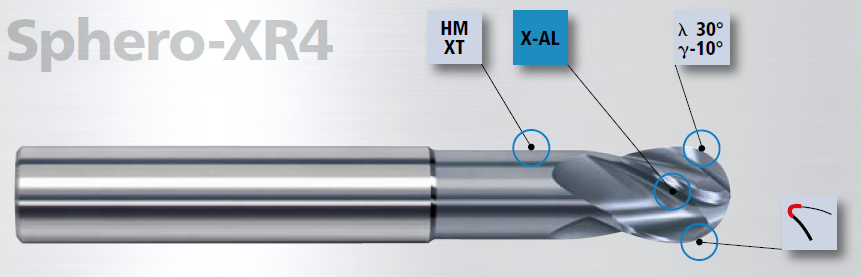

HM-XT 超硬切削材料
• 减少磨损

强壮的切削刃型
• 减少崩刃的风险

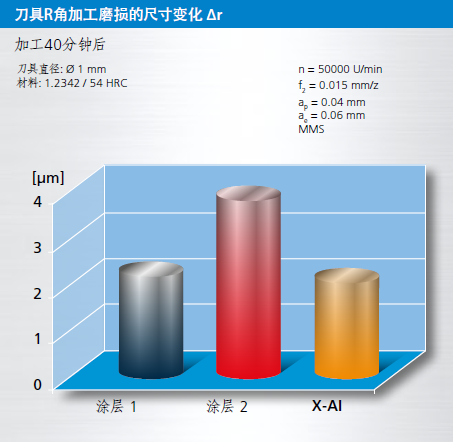
优化后的X-AL涂层
• 显著减少磨损

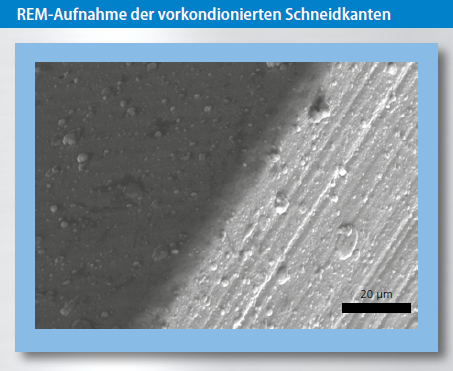
切削刃精磨
• 切削刃稳定
• 防止切削刃磨损
4 齿
• 更长刀具寿命
直径公差 = +/- 0.01
Sphero-XR
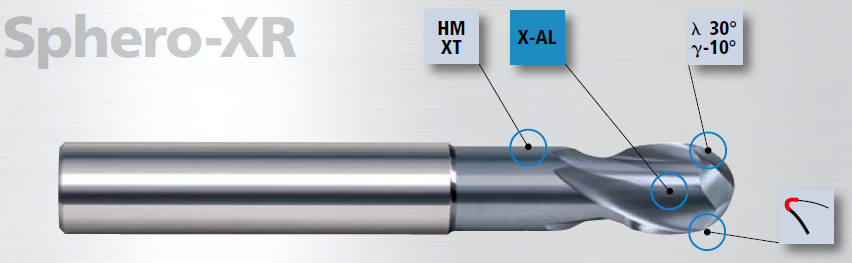

切削材料HM-XT
• 提高韧性,减少切削刃的崩损

稳定的切削刃
• 减少崩刃风险

经过验证的X-AL涂层
• 耐磨性更好,寿命更长切

切削刃精磨
• 可大切削量和高进给速率
高精度铣刀
半径公差 = +/- 0.005
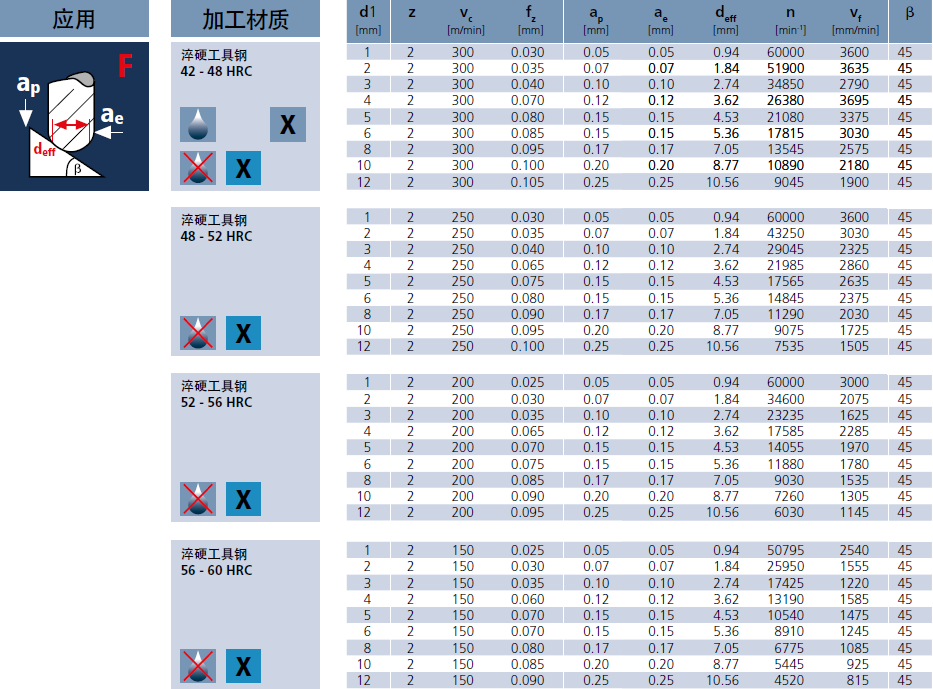
Sphero-XR: 加工硬钢的高精度球刀
Sphero-XR球头铣刀的涂层是专门针对加工硬钢而设计,硬质合金基体材质也为达到这个目的而优化。由于刃口经过特殊处理,Sphero-XR球头铣刀是一款正真的高性能铣刀。刀具寿命很长从而实现很低的刀具成本。
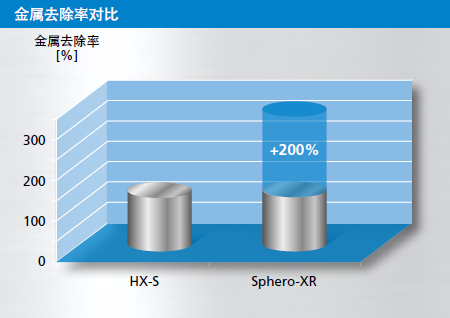
更高的金属去除率
Sphero-XR 与传统的球刀相比,切削刃数翻倍,从而保证提高进给效率,同时提高工件的表面质量。结果是更短精加工时间。
由于采用性能很好的基体材质和稳定的切削刃设计,2刃的Sphero-XR 球头铣刀与传统的球头立铣刀比也可以达到大金属去除率。
更低刀具成本
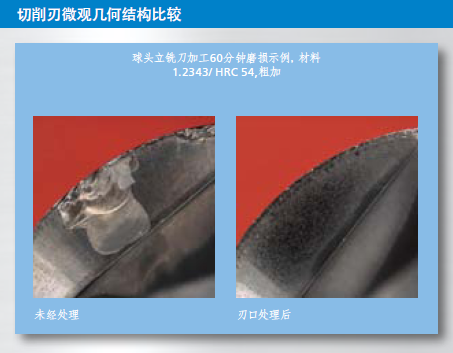
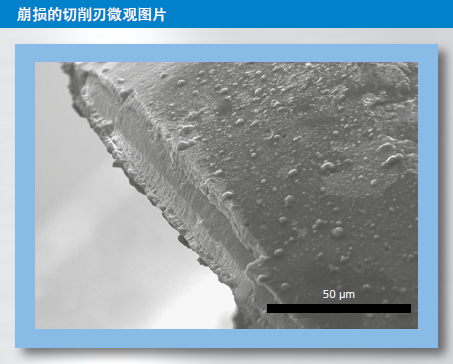
异常坚硬的基体材质和涂层针对粗加工而设计,有效的减少磨料磨损。通过增加的切削刃口处理显著降低了崩刃的风险。从而能够显著提高刀具寿命。
更高的生产效率:
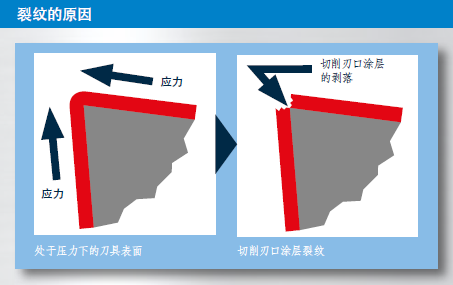
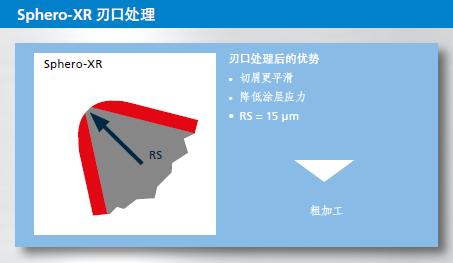
涂层产生的压应力导致切屑刃口的涂层裂纹,涂层后的处理减少了刃口涂层的应力。结果是可以提高涂层与基体的附着力而得到稳定切屑刃口。因此刀具与传统的刀具相比可以适用于更高的进给率和载荷。在切削刃面上(尤其是冷却未达到的部分)的摩擦力减少,因此,铁屑更顺畅而更快的被排出。
提高工件质量
由于采用更多刃数。Sphero-XR4 球头铣刀提高了工件表面质量。继而精加工可以更具效率。4刃球头铣刀的稳定性更高,由于在中心处切削刃十字交叉,这种刀具可用于半精加工的过程,即使在高进给率。由于刀具半径的公差较宽,当工件精度要求允许,这款刀具才可以适用于半精加工或者精加工。
高精度2刃球头铣刀Sphero-XR半径公差+/- 0.005 mm提供最终轮廓加工的高精度,因此,抛光处理可以更快捷,时间可以缩短。
高度优化工艺
由于切削刃口处理而获得切削刃口的稳定性,这些球头铣刀非常适合与优化加工工艺。特别是自动化生产中工艺要求稳定性是必须的第一前提。
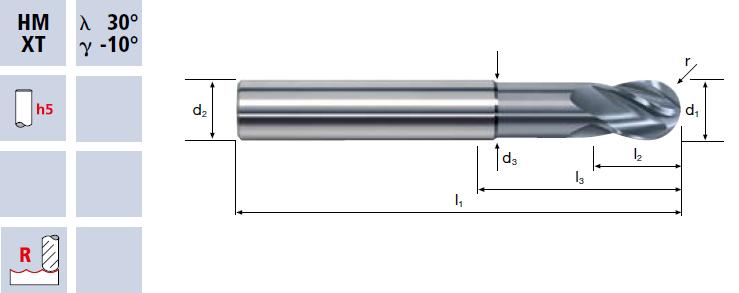
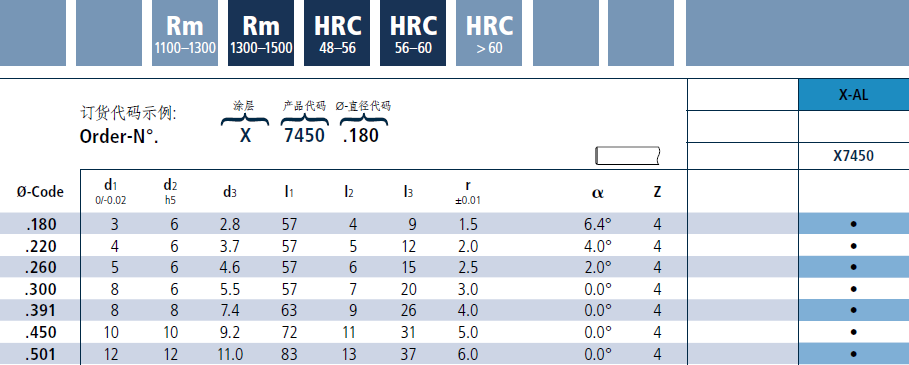
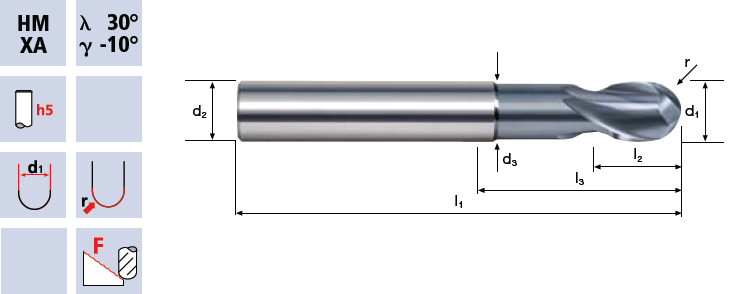
球头铣刀 Sphero-XR4
公差 r ±0.01, 3xd
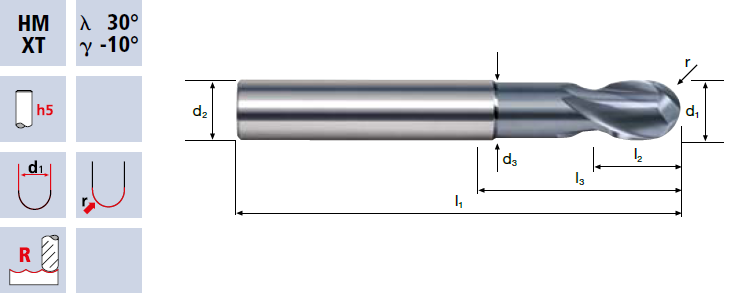
球头铣刀 Sphero-XR
公差 r ±0.005, 3xd
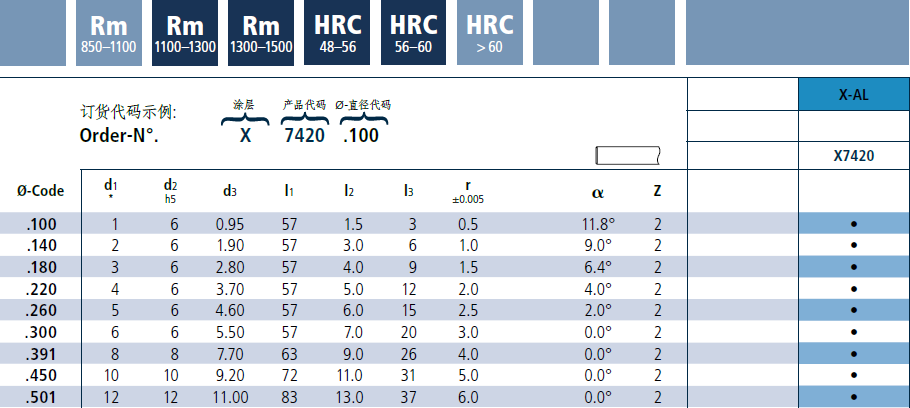
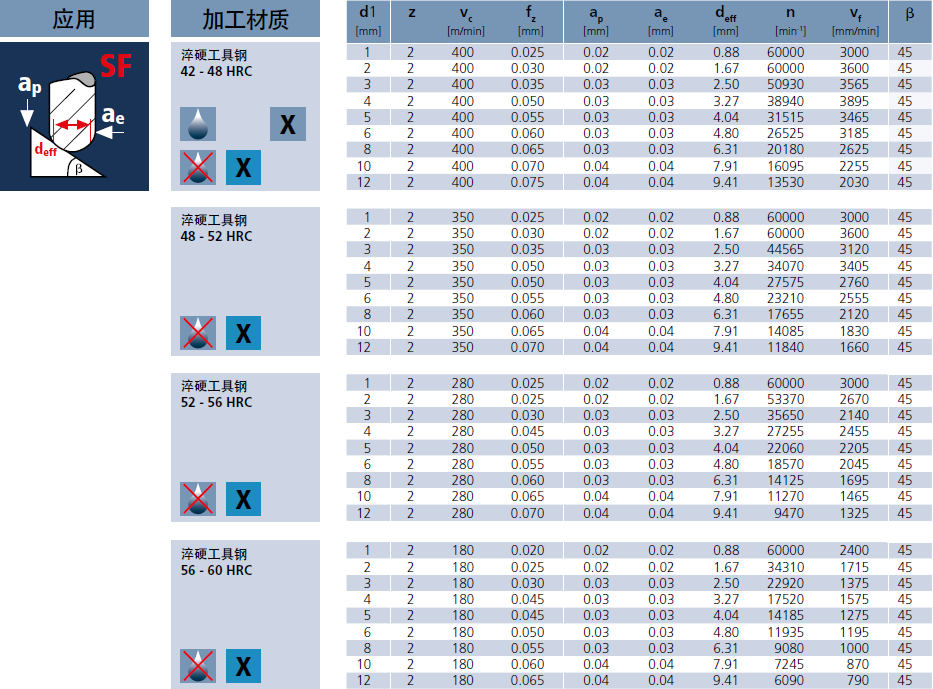
Sphero-XF 精加工和超精加工
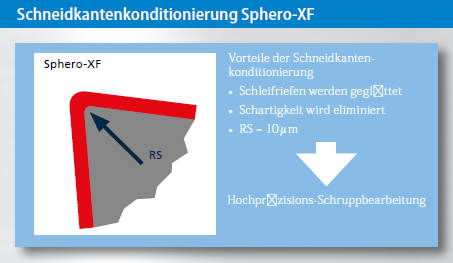
Sphero-XF 系列铣刀设计用于精加工和超精加工。切削材料具有非常高的硬度以及涂层设计加工淬硬钢是这些工具的成功应用创新。与Sphero-XR 球头铣刀类似,Sphero-XF球头铣刀也经过特殊的刃口处理。
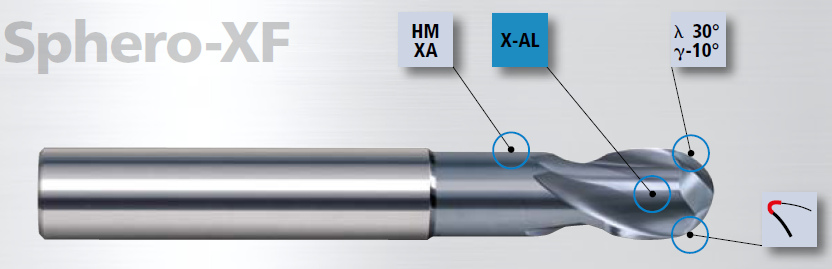

HM-XA 超硬切削材料
• 减少磨损和变形

强壮的切削刃型
• 减少崩刃的风险

优化后的X-AL 涂层
• 显著减少磨损

切削刃口精磨
• 稳定的切削刃
• 防止切削刃口崩刃
高精度铣刀
直径公差 = +/-0.005
更低的刀具成本
异常坚硬的基体材质和涂层针对高精度加工而设计,有效的减少磨损。即使在长时间加工后刀具半径的变化也非常小。通过增加的切削刃口处理显著降低了崩刃的风险。从刀具寿命提高至少100%。
与Sphero-XR球刀相反,Sphero-XF切削刃口处理在涂层前处理,这有利于切削刃尖半径达到约10微米而不产生涂层的裂纹或剥落。此外,这样处理有助于产生更平滑的刀具表面,从而能在加工中实现工件更好的工件表面质量。
提高工件精度
精密磨制的公差为+/- 0.005 mm能加工出精确的最终轮廓,特殊成分的涂层,超硬的基体材质以及具有的优异性能保证了在刀具的整个加工寿命中直径的变化非常小。高精度的柄部公差依据ISO h 5,这确保了同心度0.005 mm。
Sphero XF 系列
Sphero-XF 系列铣刀包括3个长度版本,即3xd,6xd,9xd,因此深的模具可以被加工,为了保证加工精度,这个系列的铣刀只有圆柄。直径从Ø1mm到Ø12mm。
球头铣刀 Sphero-XF
公差 r ±0.005, 3xd
思诚资源为您提供:瑞士FRAISA_佛雷萨Sphero-XR / Sphero-XF系列球头立铣刀的采购报价、FRAISA(佛雷萨)G5CAC10CD0D794型号参数、规格图片、PDF画册等资料,如您想了解更多关于FRAISA(佛雷萨)正品品牌的其他球头铣刀资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!













