
























































































































































NEWAY_纽威_NL系列滚动导轨型数控卧式车床
品牌:NEWAY(纽威)
型号:G5E69D9C4A969D
¥待询价(提交订单10分钟内获取专属报价单)

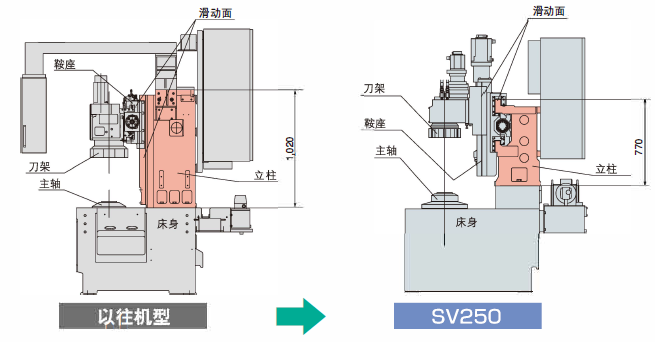
立式CNC车床SV250
挑战提高面积生产效率的机床
以节省空间、提高速度、高精度为
重点的超附加值机床
| ●最大加工直径 | φ250mm |
| ●X、Z轴行程 | 190、350mm |
| ●X、Z轴快速进给速度 | 24m/min |
| ●主轴转速 | 60~6,000min-1 (电机功率OSP:15/11kW内置 FANUC: 1 5/8.5kW内置) |
| ●主轴端形状 | φ140扁钢 |
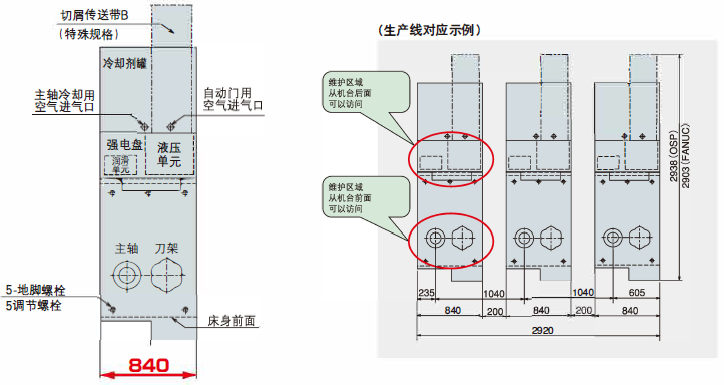
| ●机床宽度 | 840mm |
细长
以超省空间大幅度提高面积生产效率
速度
刀台分度时间的速度提高.. 0.2秒机(1分度)
采用内置主轴实现高速化.. 0.8秒(0-3000min-1) 2.5秒(O-6OOOmin-1)
高刚性结构
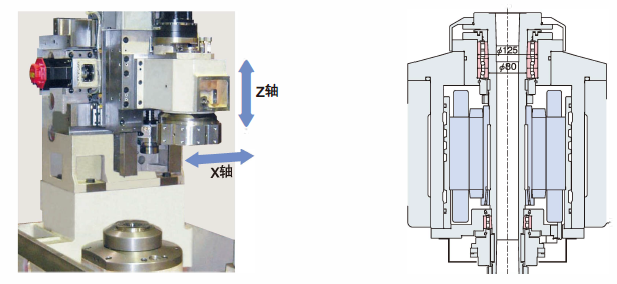
在刚性、衰减性高的大型床身上,配置了坚固的箱型立柱,采用了X、Z轴均具广角型滑动面的高刚性、高可靠性结构。
主轴箱采用法兰结构,实现了热偏差的最小化,进一步通过牢固地固定在高刚性的床身上,从而也实现了振动影响的最小化。
主体规格
| 机种 | SV250 | |||
| 容量 | 最大加工直径 | mm | φ250 | |
| 最大振幅 | mm | φ400 | ||
| 最大加工长度 | mm | 350 | ||
| 从地面至主轴端面的高度 | mm | 900 | ||
| 工件承载重量 | kg | 180 (含卡盘重量) | ||
| 主轴 | 主轴端形状 | φ140扁钢 | ||
| 主轴前部的轴径 | mm | φ30 | ||
| 主轴的贯通孔径 | φ45 | |||
| 主轴支承方法 | 通过滚柱轴承的2点支撑 | |||
| 主轴的变速级数 | 无级 | |||
| 主轴转速 | min-1 | 60~6,000 | ||
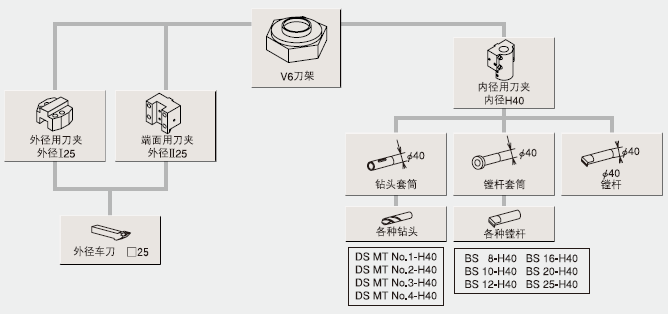
| 刀架 | 刀架型号 | V6 | ||
| 最大刀具安装把数 | 把 | 12 | ||
| 外型车刀刀柄尺寸 | mm | 口25 | ||
| 内径刀具柄直径 | mm | φ40 | ||
| 进给轴 | 移动量 | X轴 | mm | 790 |
| Z轴 | mm | 350 | ||
| 快速进给速度 | X轴·Z轴 | m/min | 24、24 | |
| 切削进给速度 | mm/rev | 0.001- 100.0 | ||
| 切削进给超程 | % | 0~200 | ||
| 电机 | 主电机(短时间/连续) | kW | OSP:AC l 5/ l l、FANUC-AC l 5/8.5 | |
| 液压用电机 | kW | ACl.5-4P | ||
| 进给轴用电机(X/Z) | kW | OSP.AC2.2/3.5、FANUC.AC2.5/AC4.5 | ||
| 刀台用电机 | kW | ACl.4 | ||
| 切削液用电机(50/60Hz) | kW | 切削ACO25-2P 洗净泵ACO39/0 62-2P | ||
| 总电源容量 | KVA | 29 | ||
| 尺寸 | 所需要地面积 | 宽度 | mm | 840 |
| 长度 | mm | OSP:2,600、FANUC:2,565 | ||
| 机械整体高度 | mm | 2.445 | ||
| 机械重量 | kg | 3,000 | ||
| 罐 | 机油 | L | 30 | |
| 润滑油 | L | 4 | ||
| 切削液 | L | 165 | ||
| 空气量 | 0 5MPa300NI以上 | |||
| NC装置结构 | OSP P200CL、FANUC 32i A | |||
刀具系统图
加工范围图
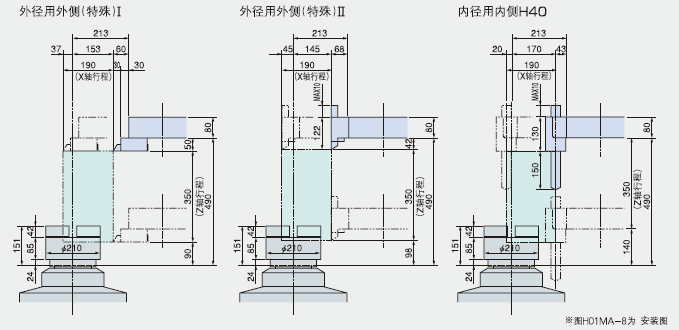
刀架干扰图
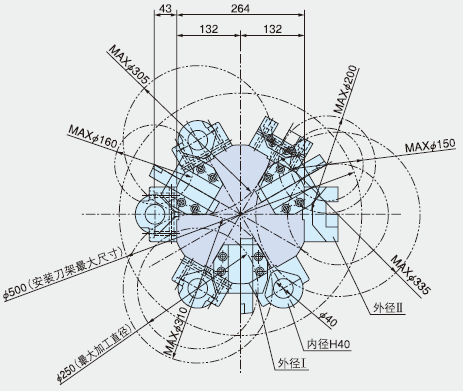
最大工件尺寸图

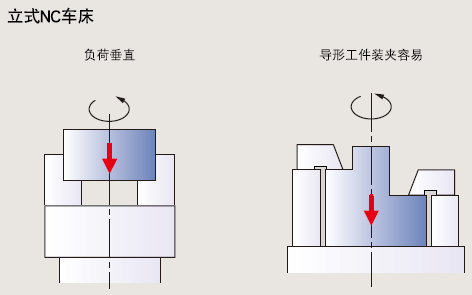
高精度稳定加工
以低立柱将热偏差的影响控制在最小限度的设计

加工件以其自重与基准面紧密接触的稳定加工
如果是立式NC车床 由千加工工件因自身重量与卡盘基准面密切接触 所以可进行高精度的稳定加工。
对于夹紧操作困难的异形工件 也可以容易且稳定的进行夹紧 达到夹具结构简化 降低了夹具费用。
由于工件稳定性的优点可做到低压夹紧 从而实现了夹紧歪斜的最小化。
由于工件因自身重呈与卡盘基准面密切接触 即使没有助推器 也可做到在工序途中对工件重新夹紧和变更工件夹紧压力。
思诚资源为您提供:日本大隈_OKUMA立式CNC车床SV250的采购报价、OKUMA(大隈)G62870875DF82F型号参数、规格图片、PDF画册等资料,如您想了解更多关于OKUMA(大隈)正品品牌的其他加工中心资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!

品牌:NEWAY(纽威)
型号:G5E69D9C4A969D

品牌:DAHLIH(大立)
型号:G5DAE7614D8B96

品牌:DAHLIH(大立)
型号:MCV-860/860A

品牌:DAHLIH(大立)
型号:G5D3678B8F3CA0

品牌:YASDA(亚司达)
型号:YMC 430 Ver.Ⅲ

品牌:Mahr(马尔)
型号:MarGage 402/404

品牌:Mahr(马尔)
型号:Multimar 25EWR/25EWRi

品牌:Mahr(马尔)
型号:Marameter 840 F

品牌:Mahr(马尔)
型号:MarStand 818

品牌:Mahr(马尔)
型号:MarStand 820 N










