


























































































































































日本MST HI-ART 强力铣刀柄
品牌:MST(恩司迪)
型号:HI-ART 强力铣刀柄
¥待询价(提交订单10分钟内获取专属报价单)

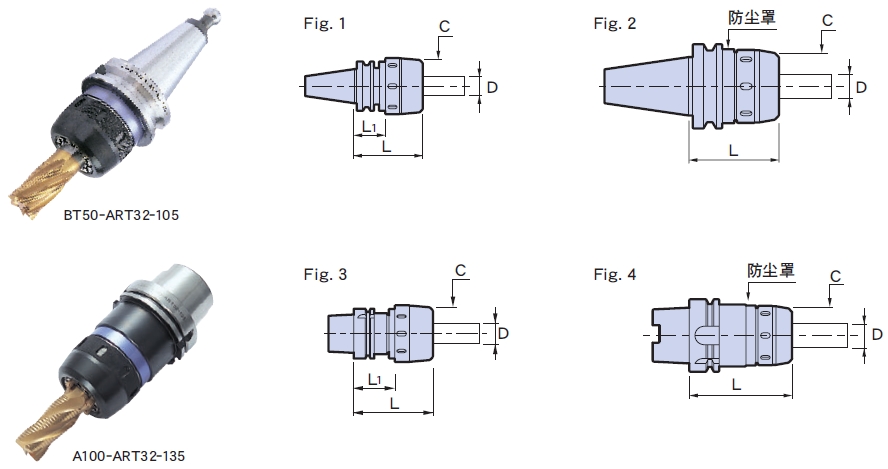
| 型号 | Fig. | φD | L | φC | L1 | 刀具的夹持长度 | Kg | 最高转数 min-1 |
| BT40-ART32-85 | 1 | 32 | 85 | 72 | 37 | 66 ~ 88 | 1.9 | 6,000 |
| BT40-ART32-95 | 95 | 47 | 2.1 | |||||
| BT40-ART32-105 | 105 | 57 | 2.3 | |||||
| BT40-ART32-135 | 135 | 87 | 3.0 | |||||
| BT50-ART32-105 | 2 | 32 | 105 | 82 | - | 66 ~ 98 | 5.1 | 5,000 |
| BT50-ART32-135 | 135 | 6.4 | ||||||
| BT50-ART32-165 | 165 | 7.7 | ||||||
| BT50-ART32-180 | 180 | 8.4 | ||||||
| BT50-ART42-105 | 42 | 105 | 97 | 76 ~ 108 | 5.4 | 3,000 | ||
| BT50-ART42-135 | 135 | 7.1 | ||||||
| A50M-ART32-100 | 3 | 32 | 100 | 72 | 44 | 66 ~ 71 | 1.7 | 6,000 |
| A63-ART32-100 | 2.0 | |||||||
| A100-ART32-135 | 4 | 135 | 82 | - | 66 ~ 98 | 5.3 | 5,000 | |
| A100-ART42-135 | 42 | 97 | 76 ~ 98 | 6.1 | 3,000 |
■选购品
●直筒夹→ P.42 ●喷嘴→ P.42 ●带推顶勾的扳手→ P.42
●调整螺栓→ P.42 ●拉钉 ( BT ) → P.77
■标准附属品
●冷却液导管(HSK ーA) → P.119
■备考
●如使用冷却液贯穿,需开孔拉钉,喷嘴(喷嘴通冷)紧固螺栓(刀具通冷)。
■注意事项
● BT40 型的螺帽外径比V 法兰外径大,A50M 倒扣部分尺寸与规格不同,请注意是否与ATC 交换臂产生干涉。
● BT40 类型使用延长杆时,请使用S 型直筒延长杆。 ( 编码例:S32-CTA10)
● A50M / A63 型使用直筒夹时不对应冷却液贯穿
●使用直筒夹无法对应刀具冷却液贯穿
●使用上的注意和维护保养请参照P.131
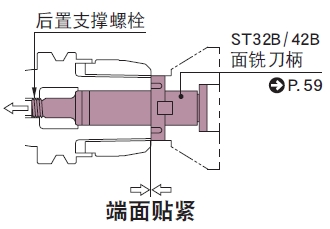
端面紧贴方式提高刚性
对于需要更高刚性的面铣加工,可通过使用带有后置支撑螺栓的面铣杆(ST32B/42B-FMA),达成端面紧贴,提高横向进给加工刚性。
思诚资源为您提供:日本MST HI-ART 强力铣刀柄的采购报价、MST(恩司迪)HI-ART 强力铣刀柄型号参数、规格图片、PDF画册等资料,如您想了解更多关于MST(恩司迪)正品品牌的其他面铣刀柄资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!






