日本BIG 快锋立铣刀 FRM型 刀径:φ25、φ3
品牌:BIG(大昭和)
型号:G5BF667213CC03
XFeed 和 XFeed-R高进给加工专家
XFeed 的创新和技术
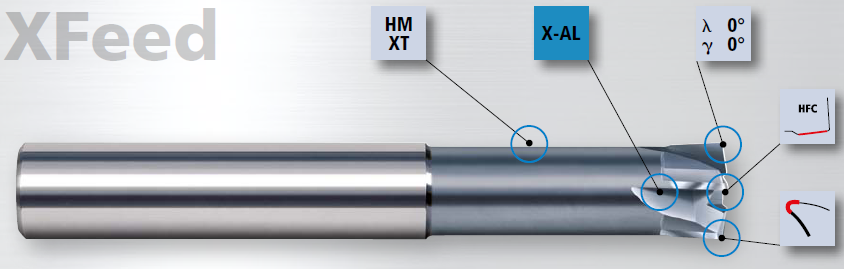

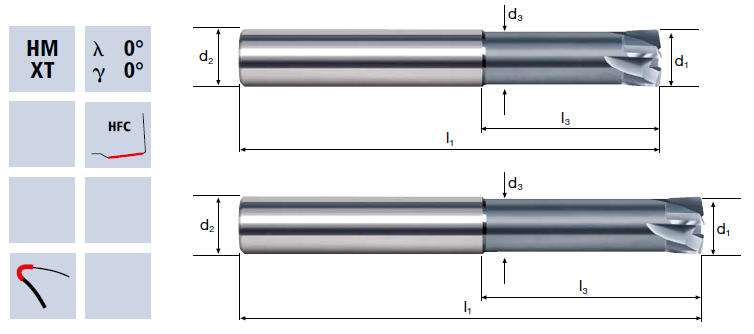
HM-XT 极硬的刀具基体
• 提高抗磨损

强壮的切削刃
• 结合切削效率和稳定性

HFC 表面几何槽型设计
• 允许高进给率

切削刃刃口处理
• 稳定的切削刃
• 防止切削刃的崩刃

久经考验的X-AL 涂层
• 显著减少磨损
XFeed-R 的创新和技术
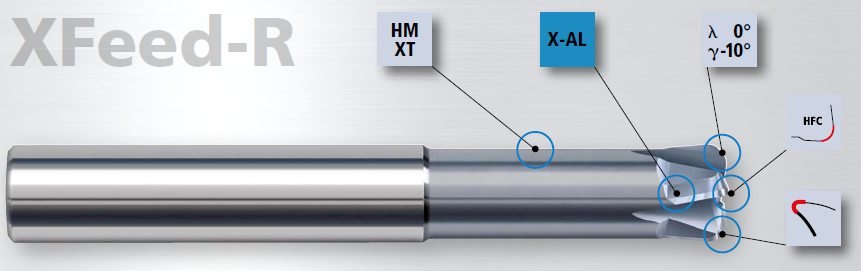

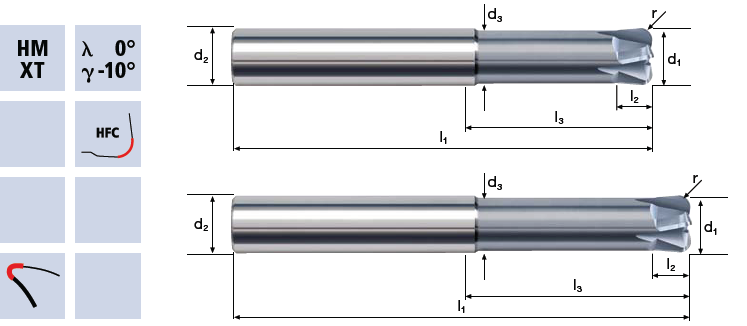
HM-XT 极硬的刀具基体
• 提高抗磨损

强壮的切削刃
• 减少崩刃风险

HFC-R 设计
• 允许高进给率
• 易于编程

极致的刃口处理
• 防止切削刃的崩刃
• 能承受高切削力

久经考验的X-AL 涂层
• 显著减少磨损
更高的生产率
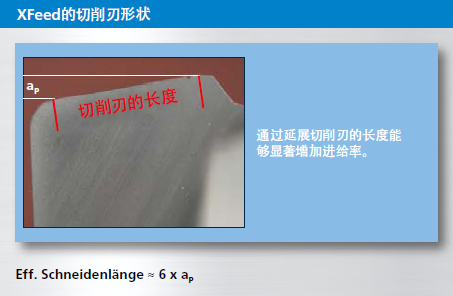
XFeed:
XFeed刀具的端面切削刃表面的形状能够大大增加有效切削刃的长度。因此,切削力及磨损在切削刃表面是均匀分布的。因而进给率和金属去除率可以显著增加。并完全可以抵削因更高的进给率而引起的高切削力。
由端面切削刃所产生的残余材料可以很容易地通过随后的半精加工工艺去除。
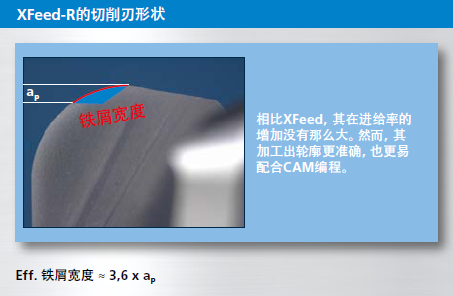
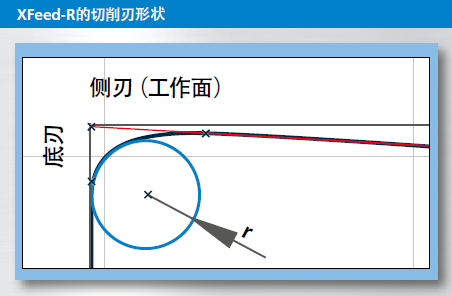
XFeed-R:
当使用XFeed-R, 切削力主要集中在切削刃R角处。因而,切削刃的长度被减少大约一半左右。这样刀具的几何形状能够更容易的通过CAM系统确保更精确按照最终轮廓的表面
加工而成。
端面切削刃形状的特殊设计使高应力分布在一个较小的加工接触范围。此位置切削刃的形状更像一个瀑布,均匀地承受了加工应力。由于更小的接触长度,相比XFeed,其进给率显著降低大约20%。
更好的优化
特殊的刃口处理保证了切削刃的稳定性。值得一提的是,其无排屑槽的设计以及高稳定性使得FRAISA XFeed 和XFeed-R 立铣刀完美的适合优化工艺。尤其适用于需求高自动化的无人加工生产。
更短的生产周期
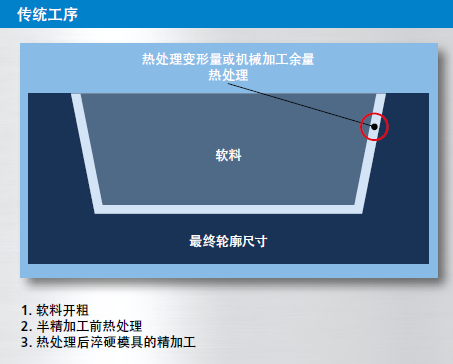
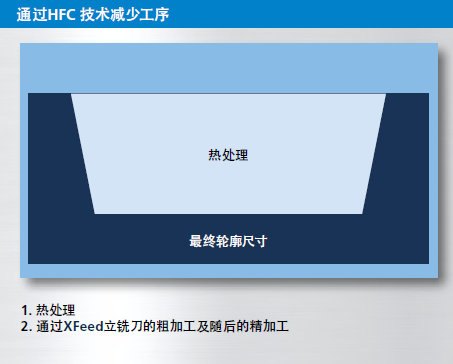
在传统的加工中,毛坯模具在软料的条件下加工然后精加工热处理的材料。这样就导致在整个热处理的过程中有很长的等待时间。然而使用HFC立铣刀能够在热处理后的毛呸料下完成整个加工过程。从而显著降低了模具的总生产时间。
最终轮廓尺寸很好的一致性
由于小切深,粗加工后的淬硬工件的表面和最终轮廓保持一致。这不仅节省时间,而且节省成本。
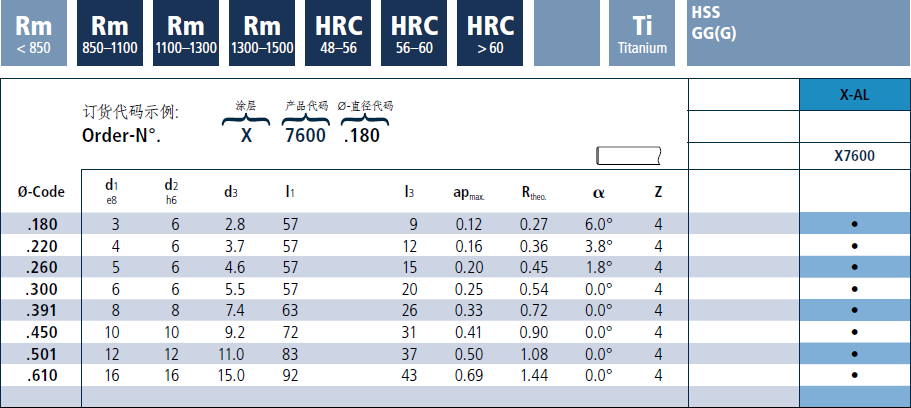
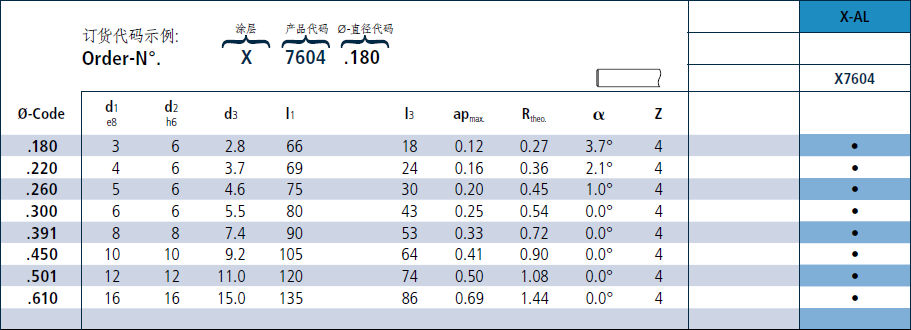
XFeed 系列
XFeed立铣刀有三种长度形式:3xd, 6xd 和 9xd.
XFeed-R 立铣刀提供两种长度和Ø6-Ø12的尺寸范围。 刀具圆角适应并分布了切削力,其尺寸占到刀具直径的20%。
为了保证精度, 此款立铣刀我们只提供圆柱直柄形式。
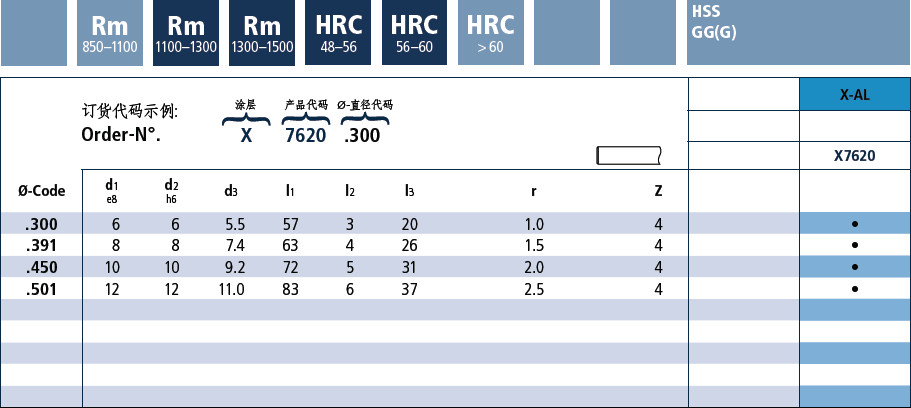
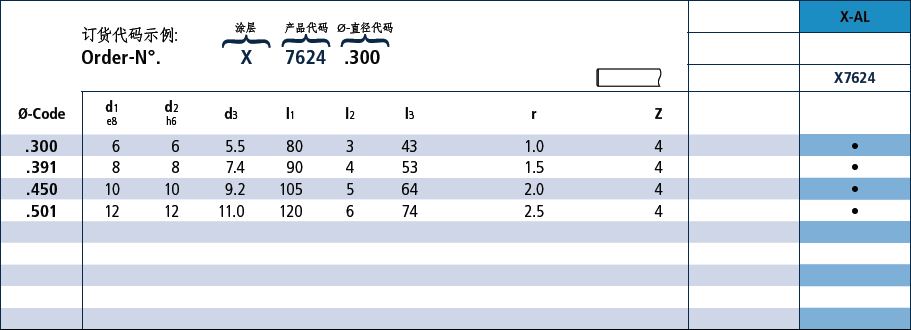
高进给铣刀 XFeed
带(直)颈, 3xd 和 6xd
高进给铣刀 XFeed-R
带(直)颈, 3xd 和 6xd
思诚资源为您提供:瑞士FRAISA_佛雷萨XFeed和XFeed-R系列高进给铣刀的采购报价、FRAISA(佛雷萨)G5CAC47FBBD99E型号参数、规格图片、PDF画册等资料,如您想了解更多关于FRAISA(佛雷萨)正品品牌的其他立铣刀资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!