

























































































































































日本佑能UNION UPDLB系列 避空型球刀
品牌:UNION(佑能)
型号:G5ACC7EA745CFB
¥待询价(提交订单10分钟内获取专属报价单)


| 加工材料 | |||||||||||||||
| 碳素钢 S45C S55C | 合金钢 SK/SCM SUS | 预硬钢 NAK HPM | 淬火钢 | 铸铁 | 铝合金 | 石墨 | 铜 | 树脂 | 玻璃纤维 树脂 | 钛合金 | 超耐热合金 | 硬质合金 | 硬脆材料 | ||
| ~55HRC | ~60HRC | ~70HRC | |||||||||||||
| ○ | ◎ | ◎ | ◎ ~68HRC | ||||||||||||
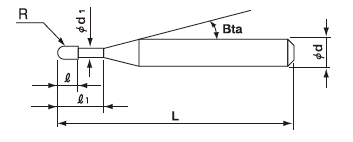
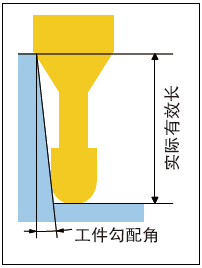
| 型号 | 球半径 R | 有效长 R1 | 刃长 R | 首径 φd1 | 柄锥角度 Bta | 全长 L | 柄径 φd | 工件勾配角对应的实际有效长 | ||||
| 30′ | 1° | 1°30′ | 2° | 3° | ||||||||
| CBN-LBSF 2006-010 | R0.3 | 1 | 0.48 | 0.58 | 15° | 50 | 4 | 1.01 | 1.04 | 1.07 | 1.10 | 1.17 |
| CBN-LBSF 2006-015 | 1.5 | 50 | 4 | 1.53 | 1.57 | 1.62 | 1.68 | 1.79 | ||||
| CBN-LBSF 2006-020 | 2 | 50 | 4 | 2.05 | 2.11 | 2.18 | 2.25 | 2.41 | ||||
| CBN-LBSF 2010-015 | R0.5 | 1.5 | 0.7 | 0.98 | 15° | 50 | 4 | 1.53 | 1.57 | 1.61 | 1.66 | 1.76 |
| CBN-LBSF 2010-030 | 3 | 50 | 4 | 3.09 | 3.18 | 3.28 | 3.38 | 3.62 | ||||
| CBN-LBSF 2020-030 | R1 | 3 | 1.2 | 1.97 | 15° | 50 | 4 | 3.09 | 3.16 | 3.24 | 3.33 | 3.53 |
| CBN-LBSF 2020-060 | 6 | 50 | 4 | 6.19 | 6.37 | 6.57 | 6.78 | 7.26 | ||||
| 加工材料 | 调质钢 / 淬火钢 STAVAX·ELMAX·HAP10 (~68HRC) | |||||
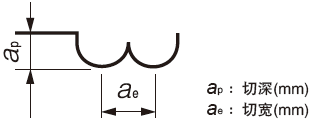
| 型号 | 球半径 (mm) | 有效长 (mm) | 转速 (min-1) | 进给 (mm/min) | ap (mm) | ae (mm) |
| 2006-010 | R0.3 | 1 | 30,000 | 500 | 0.01以下 | 0.015以下 |
| 2006-015 | 1.5 | 30,000 | 500 | 0.01以下 | 0.015以下 | |
| 2006-020 | 2 | 30,000 | 350 | 0.01以下 | 0.015以下 | |
| 2010-015 | R0.5 | 1.5 | 30,000 | 750 | 0.01以下 | 0.020以下 |
| 2010-030 | 3 | 30,000 | 500 | 0.01以下 | 0.020以下 | |
| 2020-030 | R1 | 3 | 15,000 | 750 | 0.01以下 | 0.025以下 |
| 2020-060 | 6 | 15,000 | 500 | 0.01以下 | 0.025以下 | |
思诚资源为您提供:日本佑能UNION CBN-LBSF系列 避空型球刀的采购报价、UNION(佑能)G5ACC3094AA4DB型号参数、规格图片、PDF画册等资料,如您想了解更多关于UNION(佑能)正品品牌的其他球刀资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!












