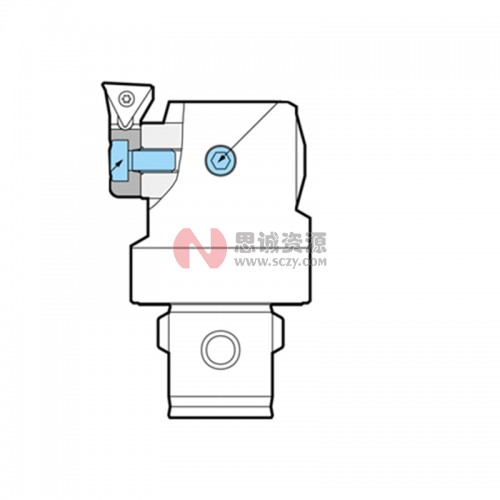
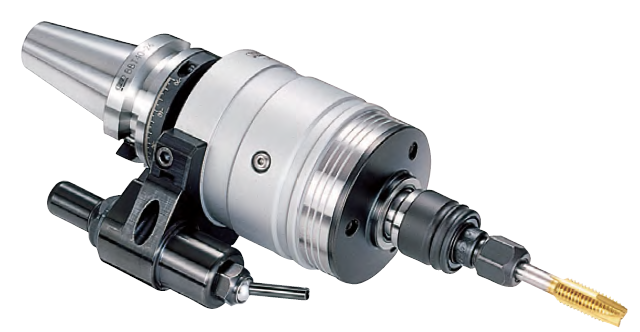
日本BIG浮动攻丝刀柄A型
品牌:BIG(大昭和)
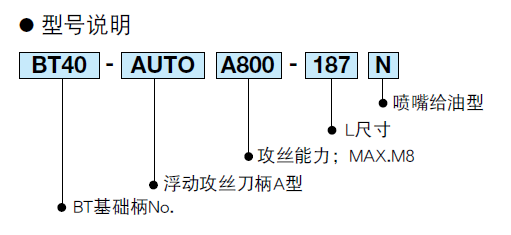
型号:BT40-AUTO-A800-187N
¥待询价(提交订单10分钟内获取专属报价单)

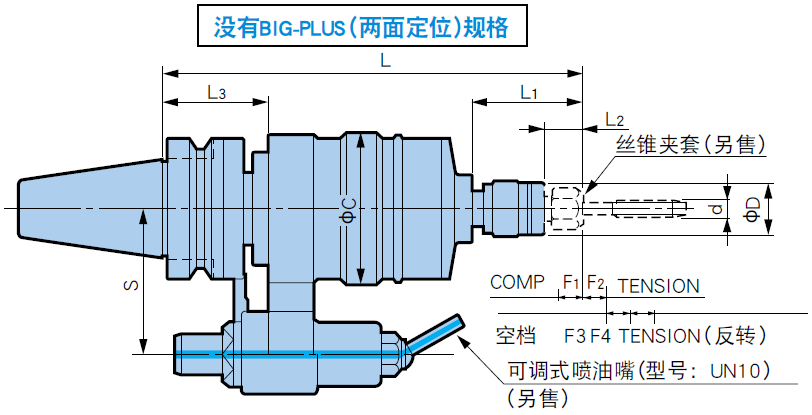
| BT基础柄 型号 | 攻丝范围 d | φD | φC | L | L1 | L2 | L3 | F1 | F2 | F3 | F4 | S | 丝锥夹套 | 最高转速 (min-1) | 质量 (kg) |
| BT40-AUTO-A 800-187N | M3 ~ M 8 | 25.5 | 68 | 187 | 48 | 17 | 47 | 0.5 | 5.5 | 1.5 | 9.5 | 65 | TC 8-d | 2,500 | 4 |
| -AUTO-A1200-213N | M4 ~ M12 | 32 | 81 | 213 | 64.5 | 30 | 46 | 8 | 11.5 | TC12-d | 2,000 | 6 | |||
| BT50-AUTO-A 800-201N | M3 ~ M 8 | 25.5 | 68 | 201 | 48 | 17 | 61 | 0.5 | 5.5 | 1.5 | 9.5 | 80 | TC 8-d | 2,500 | 7 |
| -AUTO-A1200-227N | M4 ~ M12 | 32 | 81 | 227 | 64.5 | 30 | 8 | 11.5 | TC12-d | 2,000 | 8.5 | ||||
| -AUTO-A2000-255N | M8 ~ M20 | 44 | 93 | 255 | 74 | 25 | 9 | TC20-d | 1,000 | 11 |
思诚资源为您提供:日本BIG浮动攻丝刀柄A型的采购报价、BIG(大昭和)BT40-AUTO-A800-187N型号参数、规格图片、PDF画册等资料,如您想了解更多关于BIG(大昭和)正品品牌的其他筒夹刀柄资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!