


































































































































































SCZY FM型角度头/侧铣头
品牌:SCZY(思诚资源)
型号:G5BC802C7149E1
¥待询价(提交订单10分钟内获取专属报价单)

大幅缩短多面加工所需时间。
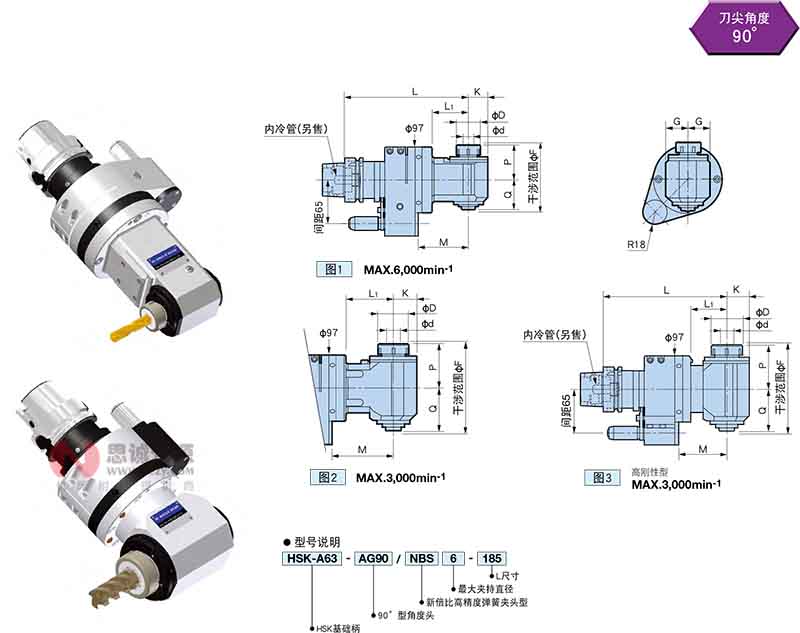
| 型号 | 图 | 夹持直径 φd | φD | G | K | L | L1 | M | P | Q | φF | 对应 夹套 | 旋转比率 主轴 :角度轴 | 质量(kg) | |
| 标准型 | 强力型 | ||||||||||||||
| HSK-A63-AG90/NBS6-185□ | 1 | 0.25~ 6 | 20 | 21 | 17 | 185 | 55 | 77 | 33 | 29 | 67 | NBC 6 | 1 :1 | 5.0 | 5.9 |
| HSK-A63-AG90/NBS6-215□ | 215 | 85 | 107 | 5.2 | 6.1 | ||||||||||
| HSK-A63-AG90/NBS6-245□ | 245 | 115 | 137 | 5.4 | 6.3 | ||||||||||
| HSK-A63-AG90/NBS6-275□ | 275 | 145 | 167 | 5.6 | 6.5 | ||||||||||
| HSK-A63-AG90/NBS10-185□ | 1 | 1.5 ~ 10 | 30 | 30 | 25 | 185 | 55 | 77 | 45 | 43 | 91 | NBC10 | 5.4 | 6.3 | |
| HSK-A63-AG90/NBS10-215□ | 215 | 85 | 107 | 5.8 | 6.7 | ||||||||||
| HSK-A63-AG90/NBS10-245□ | 245 | 115 | 137 | 6.1 | 7.0 | ||||||||||
| HSK-A63-AG90/NBS13-185□ | 1 | 2.5 ~ 13 | 35 | 31 | 28 | 185 | 55 | 77 | 52 | 45 | 101 | NBC13 | 5.5 | 6.4 | |
| HSK-A63-AG90/NBS13-215□ | 215 | 85 | 107 | 5.9 | 6.8 | ||||||||||
| HSK-A63-AG90/NBS13-245□ | 245 | 115 | 137 | 6.2 | 7.1 | ||||||||||
| HSK-A63-AG90/NBS20-200□ | 2 | 2.5 ~ 20 | 46 | 35 | 35 | 200 | 70 | 92 | 65 | 62 | 132 | NBC20 | 6.6 | 7.5 | |
| HSK-A63-AG90/NBS20S-180S | 3 | 2.5 ~ 20 | 46 | 35 | 33 | 180 | 53 | 72 | 65 | 62 | 132 | NBC20 | - | 7.9 | |
新倍比高精度弹簧夹头型 夹持直径:Φ0.25~Φ20
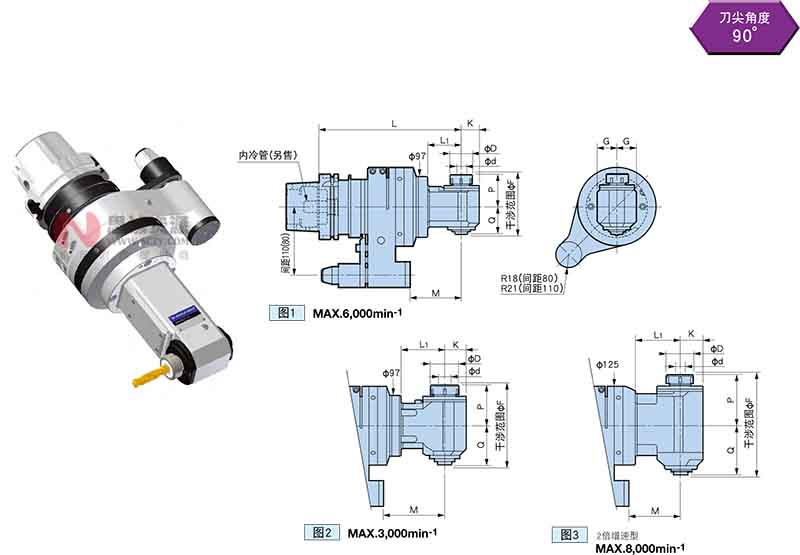
| 型号 | 图 | 夹持直径 φd | φD | G | K | L | L1 | M | P | Q | φF | 对应 夹套 | 旋转比率 主轴 :角度轴 | 质量(kg) | ||
| 标准型(间距 110) | 强力型(间距 110) | 强力型(间距 80) | ||||||||||||||
| HSK-A100-AG90/NBS6-225□ | 1 | 0.25 ~ 6 | 20 | 21 | 17 | 225 | 55 | 82 | 33 | 29 | 67 | NBC 6 | 1 :1 | 11.8 | 13.1 | 12.4 |
| HSK-A100-AG90/NBS6-255□ | 255 | 85 | 112 | 12.0 | 13.3 | 12.6 | ||||||||||
| HSK-A100-AG90/NBS6-285□ | 285 | 115 | 142 | 12.2 | 13.5 | 12.8 | ||||||||||
| HSK-A100-AG90/NBS6-315□ | 315 | 145 | 172 | 12.4 | 13.7 | 13.0 | ||||||||||
| HSK-A100-AG90/NBS10-225□ | 1 | 1.5 ~ 10 | 30 | 30 | 25 | 225 | 55 | 82 | 45 | 43 | 91 | NBC10 | 12.2 | 13.5 | 12.8 | |
| HSK-A100-AG90/NBS10-255□ | 255 | 85 | 112 | 12.6 | 13.9 | 13.2 | ||||||||||
| HSK-A100-AG90/NBS10-285□ | 285 | 115 | 142 | 12.9 | 14.2 | 13.5 | ||||||||||
| HSK-A100-AG90/NBS13-225□ | 1 | 2.5 ~ 13 | 35 | 31 | 28 | 225 | 55 | 82 | 52 | 45 | 101 | NBC13 | 12.3 | 13.6 | 12.9 | |
| HSK-A100-AG90/NBS13-255□ | 255 | 85 | 112 | 12.7 | 14.0 | 13.3 | ||||||||||
| HSK-A100-AG90/NBS13-285□ | 285 | 115 | 142 | 13.0 | 14.3 | 13.6 | ||||||||||
| HSK-A100-AG90/NBS20-240□ | 2 | 2.5 ~ 20 | 46 | 35 | 35 | 240 | 70 | 97 | 65 | 62 | 132 | NBC20 | 13.4 | 14.7 | 14.0 | |
| HSK-A100-AG90/NBS16H-225□ | 3 | 2.5 ~ 16 | 42 | 45 | 35 | 225 | 71 | 82 | 80 | 80 | 163 | NBC16 | 1 :2(增速 | ) 13.8 | 15.1 | 14.4 |
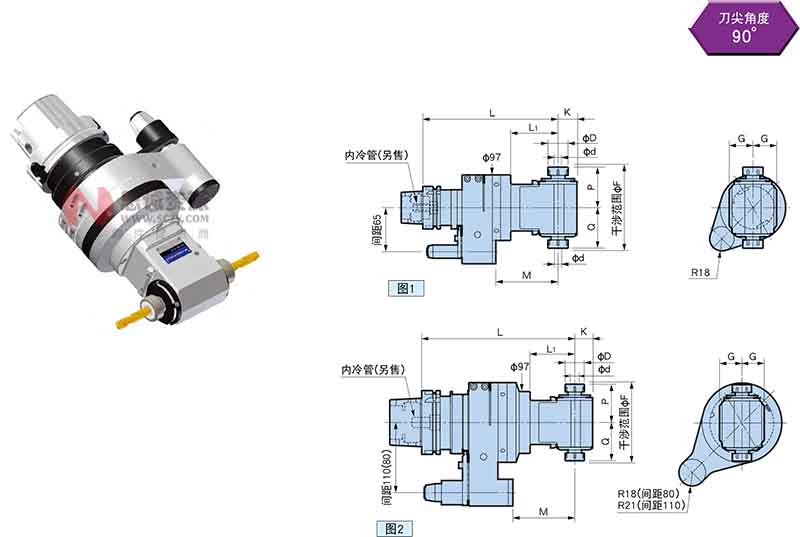
| 型号 | 图 | 夹持直径 φd | φD | G | K | L | L1 | M | P | Q | φF | 对应 夹套 | 旋转比率 主轴 :角度轴 | 质量(kg) | |||
| 标准型 | 强力型 | ||||||||||||||||
| HSK-A63-AG90/NBS10W-200□ | 1 | 1.5 ~ 10 | 30 | 31 | 28 | 200 | 70 | 92 | 60 | 60 | 124 | NBC10 | 1.1 | 6.2(间距 65) | 7.1(间距 65) | ||
| HSK-A100-AG90/NBS10W-240□ | 2 | 1.5 ~ 10 | 30 | 31 | 28 | 240 | 70 | 97 | 60 | 60 | 124 | NBC10 | 13.0 | 14.3(间距 110) | 13.6(间距 80 | ||
1. 相对于机床主轴,刃具的旋转方向一边为正转,另一边为反转。
2. 附带螺母、扳手,不附带夹套。
3. 双头旋转方向相反。
4. 可任意设定定位栓与传动键的角度以及刀尖方向。
5. 无法使用立铣刀专用夹套(NBCO-OEAA)。
6. 安装至机床上时需使用定位块。 请另行订购。
7. 根据不同的机床、机种有可能出现不能自动换刀的情况。
8. 如果从定位块供给冷却液,冷却液可以通过本体喷射至刀尖。
9. 不附带内冷管。(无法使用中心内冷。)
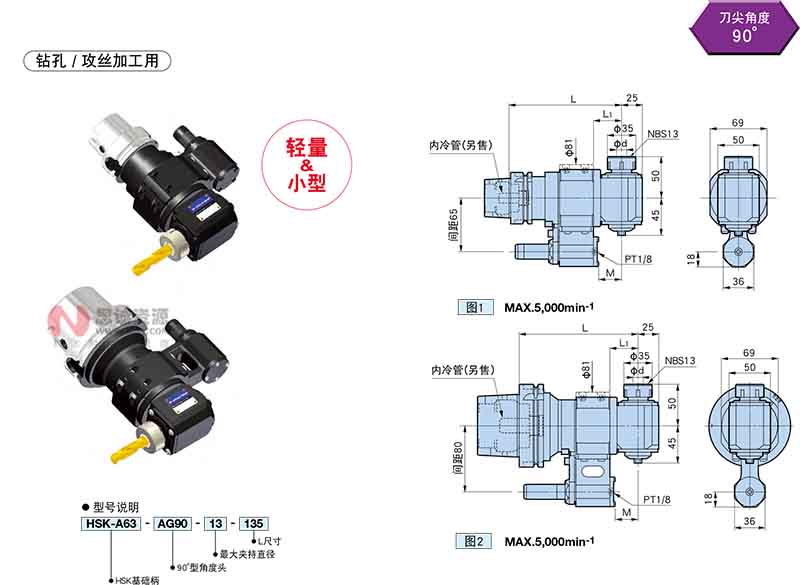
| 型号 | 图 | 夹持直径φd | L | L1 | M | 对应夹套 | 旋转比率 主轴 :角度轴 | 质量 (kg) |
| HSK-A63-AG90-13-135 | 1 | 2.5 ~ 13 | 135 | 34 | 27.85 | NBC13 | 1 :1 | 4.4 |
| HSK-A63-AG90-13-185 | 185 | 84 | 77.85 | 5.4 | ||||
| HSK-A100-AG90-13-145 | 2 | 2.5 ~ 13 | 145 | 34 | 27.85 | NBC13 | 1 :1 | 6.8 |
| HSK-A100-AG90-13-195 | 195 | 84 | 77.85 | 7.8 |
1. 相对于机床主轴,刃具的旋转方向一边为正转,另一边为反转。
2. 附带螺母、扳手,不附带夹套。
3. 可任意设定定位栓与传动键的角度以及刀尖方向。
4. 安装至机床上时需使用定位块。定位块请另行订购。
5. 定位块形状根据机床种类不同而各不相同,下单前请与机床厂家咨询。
6. 如果从定位块供给冷却液,可在图示的PT1/8 处连接冷却管。
7. 根据不同的机床、机种有可能出现不能自动换刀的情况。
8. 无法使用立铣刀专用夹套(NBCO-OEAA)。
9. 不附带内冷管。(无法使用中心内冷。)
| 型号 | 图 | 夹持直径φd | L | L1 | M | 对应夹套 | 旋转比率 主轴 :角度轴 | 质量 (kg) |
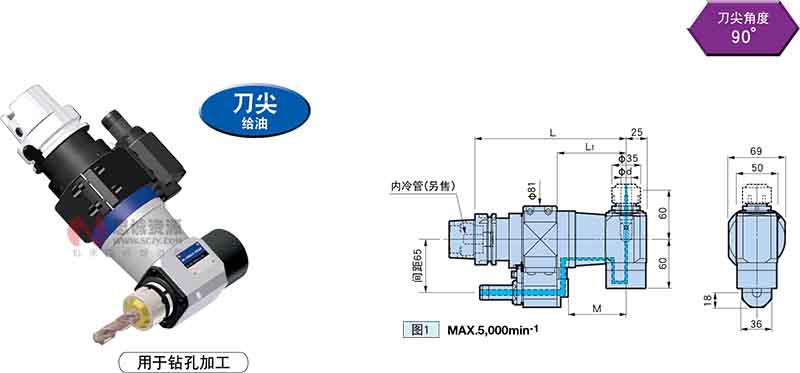
| HSK-A63-OAG90-13-185 | 1 | 2.5 ~ 13 | 185 | 84 | 70.5 | NBC13 | 1 :1 | 5.9 |
| HSK-A100-OAG90-13-195 | 2 | 195 | 8.4 |
1. 相对于机床主轴,刃具的旋转方向一边为正转,另一边为反转。6. 可任意设定定位栓与传动键的角度以及刀尖方向。
2. 本产专用于内冷钻孔加工,不给冷却液时禁止使用。
3. 螺母需使用密封结构的完美油封螺母。 不附带螺母,请另行订购。
4. 请另外购买夹套。
5. 附带扳手、轴向调节螺丝。
8. 根据不同的机床、机种有可能出现不能自动换刀的情况。
9. 不附带内冷管。(无法使用中心内冷。)
采用高通用性的Φ32铣刀柄。通过使用直筒夹套,可用于夹持多种直径的刃具。
HMC32型
标准型
适用于最主流的直柄刃具的高刚性立铣刀柄系列。
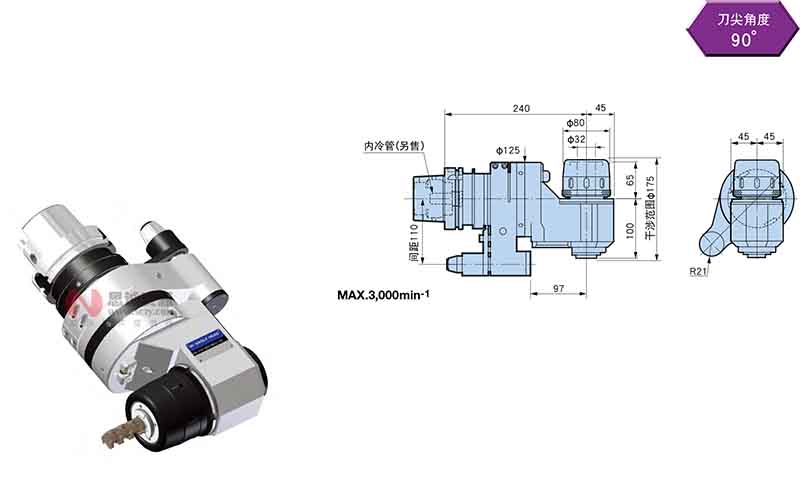
| 型 号 | 质量(kg) |
| HSK-A100-AG90/HMC32-240 | 16.0 |
1. 相对于机床主轴,刃具的旋转方向为正转。
2. 可任意设定定位栓与传动键的角度以及刀尖方向。
3. 安装至机床上时需使用定位块。定位块请另行订购。
4. 根据不同的机床、机种有可能出现不能自动换刀的情况。
5. 如果从定位块供给冷却液,冷却液可以通过本体喷射至刀尖。
6. 不附带内冷管。(无法使用中心内冷。)
强力S型
与标准型相比,刚性增强约30%
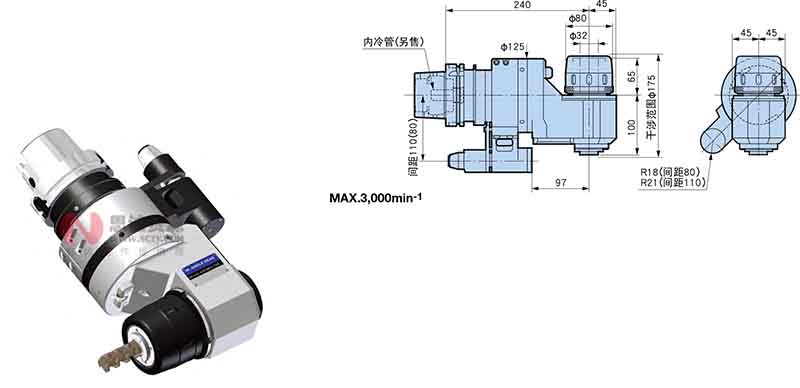
| 型 号 | 质量(kg) | |
| 间距 110 | 间距 80 | |
| HSK-A100-AG90/HMC32-240S | 17.3 | 16.6 |
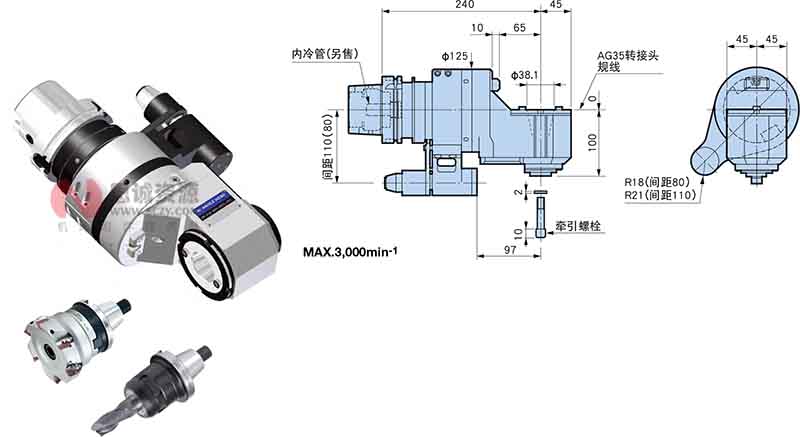
转接头的规线设置在中心,实现了高刚性加工,最大限度的减少了ATC及刀库干涉。
组合型
标准型
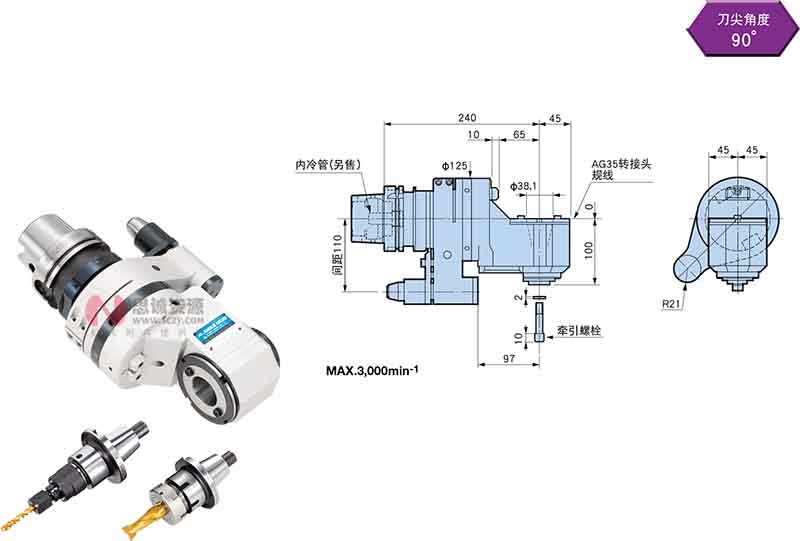
A型(DIN 69893-1)(ISO 12164)
| 型 号 | 质量(kg) |
| HSK-A100-AG90/AGH35-240 | 14.2 |
1. 相对于机床主轴,刃具的旋转方向为正转。
2. 可任意设定定位栓与传动键的角度以及刀尖方向。
3. 安装至机床上时需使用定位块。定位块请另行订购。
4. 根据不同的机床、机种有可能出现不能自动换刀的情况。
5. 如果从定位块供给冷却液,冷却液可以通过本体喷射至刀尖。
6. 不附带内冷管。(无法使用中心内冷。)
强力S型
| 型 号 | 质量(kg) | |
| 间距 110 | 间距 80 | |
| HSK-A100-AG90/AGH35-240S | 15.5 | 14.8 |
1. 相对于机床主轴,刃具的旋转方向为正转。
2. 可任意设定定位栓与传动键的角度以及刀尖方向。
3. 安装至机床上时需使用定位块。定位块请另行订购。
4. 根据不同的机床、机种有可能出现不能自动换刀的情况。
5. 如果从定位块供给冷却液,冷却液可以通过本体喷射至刀尖。
6. 不附带内冷管。(无法使用中心内冷。)
面铣型
通过采用高刚性轴承及最适主轴尺寸,提高寿命!
采用90°等分的调整机构,刀尖调整后可以90度为单位进行调节。(调节精度+-5’)
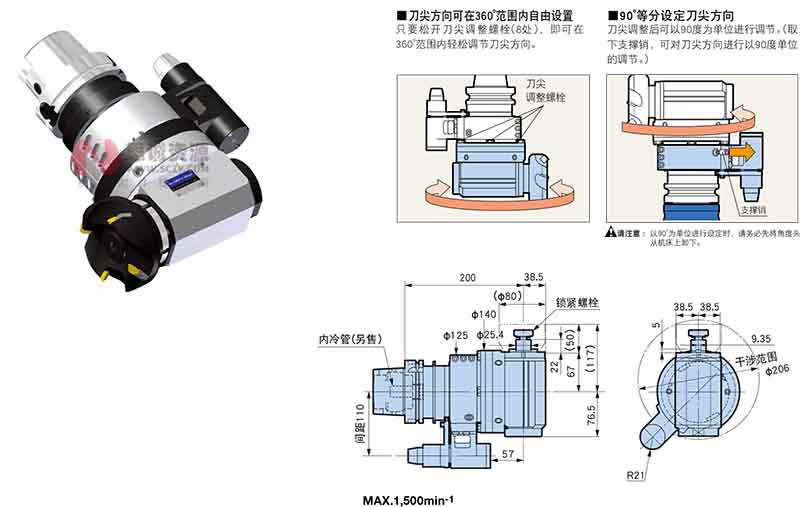
| 型 号 | 质量(kg) |
| HSK-A100-AG90-FMA25.4S-200S | 18.4 |
1. 相对于机床主轴,刃具的旋转方向为正转。
2. 可任意设定定位栓与传动键的角度以及刀尖方向。
3. 安装至机床上时需使用定位块。定位块请另行订购。
4. 根据不同的机床、机种有可能出现不能自动换刀的情况。
5. 如果从定位块供给冷却液,冷却液可以通过本体喷射至刀尖。
6. 不附带内冷管。(无法使用中心内冷。)
攻丝型
具有自动定深功能,可精确控制攻丝深度。
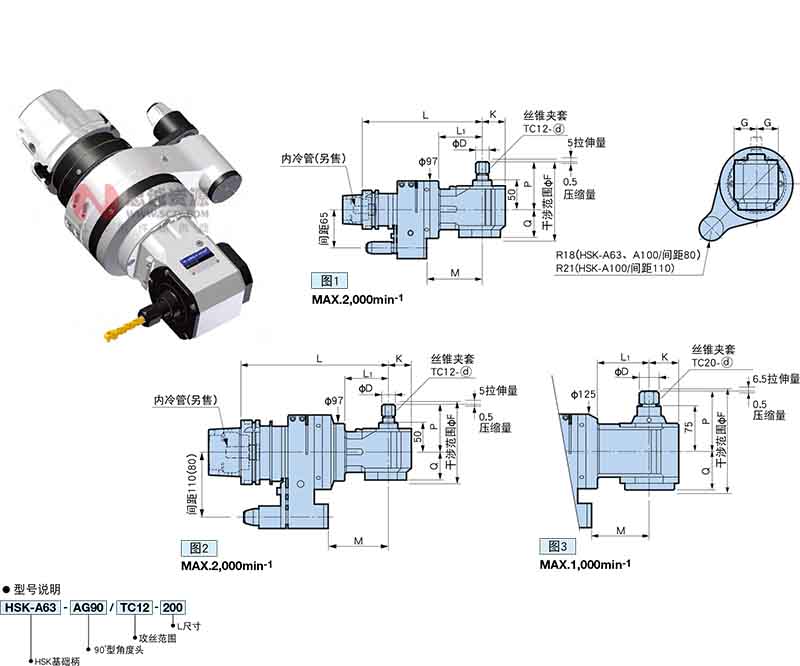
| 型号 | 图 | 夹持直径 φd | φD | G | K | L | L1 | M | P | Q | φF | 对应 夹套 | 旋转比率 主轴 :角度轴 | 质量(kg) | |||
| 标准型(间距) | 强力型(间距) | 强力型(间距 80) | |||||||||||||||
| HSK-A63-AG90/TC12-200□ | 1 | M3 ~ M12 | 22 | 38 | 39 | 200 | 70 | 92 | 80 | 46 | 135 | TC12- ⓓ | 2 :1 (减速) | 6.9( 65) | 7.8( 65) | 一 | |
| HSK-A100-AG90/TC12-240□ | 2 | M3 ~ M12 | 22 | 38 | 39 | 240 | 70 | 97 | 80 | 46 | 135 | TC12- ⓓ | 13.7(110) | 15.0(110) | 14.3 | ||
| HSK-A100-AG90/TC20-240□ | 3 | M8 ~ M20 | 22/31 | 49 | 49 | 86 | 100 | 66.5 | 178 | TC20- ⓓ | 15.5(110) | 16.8(110) | 16.1 | ||||
1. 相对于机床主轴,刃具的旋转方向为反转。
2. 不附带TC型丝锥夹套,请另行订购。
3. 可任意设定定位栓与传动键的角度以及刀尖方向。
4. 丝锥的转速减至机床主轴的1/2,因此请注意进给速度。
6. 如果从定位块供给冷却液,冷却液可以通过本体喷射至刀尖。
7. 根据不同的机床、机种有可能出现不能自动换刀的情况。
8. 不附带内冷管。(无法使用中心内冷。)
思诚资源为您提供:日本BIG角度头AG90系列HSK的采购报价、BIG(大昭和)HSK-A63-AG90/NBS6-185?型号参数、规格图片、PDF画册等资料,如您想了解更多关于BIG(大昭和)正品品牌的其他90度角度头资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!

















