




















































































































































众所周知,为保证加工稳定,特别是小径孔加工,精度稳定是至关重要的一环。本文就为大家介绍一些关于高精度加工用刀柄信息。
01、跳动精度与刃具使用寿命
一般来说,跳动精度差,自然会导致工具使用寿命降低。此倾向在小孔径加工中尤为明显。图1是使用Φ3mm的整硬合金钻头在夹持精度2μm和夹持精度10μm的情况下进行的测试结果。加工深度15mm(5D),切削速度95m/min,进给0.1mm/rev,以钻头后刀面的磨损幅度达到0.2mm时的加工孔数进行比较,其中跳动精度2μm平均为3300孔,跳动精度10μm平均为2300孔,约有43%的差距。
一般来说,跳动精度差,自然会导致工具使用寿命降低。此倾向在小孔径加工中尤为明显。图1是使用Φ3mm的整硬合金钻头在夹持精度2μm和夹持精度10μm的情况下进行的测试结果。加工深度15mm(5D),切削速度95m/min,进给0.1mm/rev,以钻头后刀面的磨损幅度达到0.2mm时的加工孔数进行比较,其中跳动精度2μm平均为3300孔,跳动精度10μm平均为2300孔,约有43%的差距。
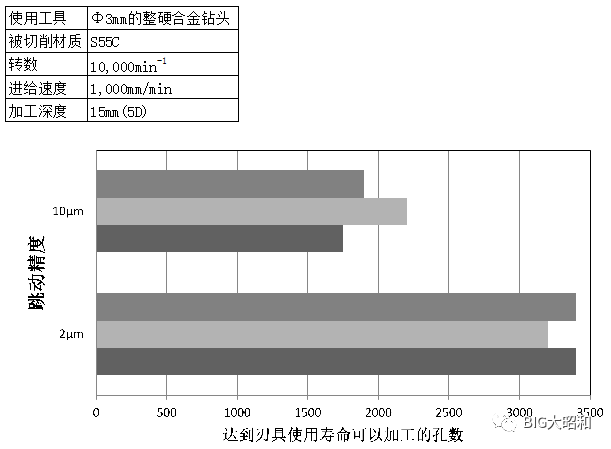
另外,使用切削动力计对各自在加工中受到的横向力进行测定,夹持精度2μm所受的力比夹持精度10μm的约小了16%。从以上结果来看,选择夹持精度高且稳定的刀柄是非常必要的。
02、钻头用刀柄
HSK-E32等规格的小型加工中心上多使用热胀刀柄,但针对小径刃具却存在拆装不便等问题。戴着耐热手套,将柄径Φ3mm和Φ4mm,刃尖直径0.3mm以下的刃具装入加热后的刀柄里面,刃具拆装的不便之处可想而知。那么作为解决此问题的方案:采用高精度液压刀柄(图2)。
液压刀柄,即是使用六角扳手拧紧锁紧螺丝,通过刀柄内部液压油的压缩使内壁膨胀夹持刃具,拆装简单方便的一款刀柄。其夹持精度因品牌不同而不同,然BIG的液压刀柄精度可保证在夹持直径4倍距离处的精度为3μm以内。

一般印象中,液压刀柄内部油腔设计有外径较大制约,导致平衡性不好。但是BIG液压刀柄克服此类问题,即便是HSK-E32此类小型刀柄上也可实现高速旋转。
另外,BIG打破一直以来最小夹持径Φ4mm的制约,研发出夹持直径Φ3mm的液压刀柄。
然而对于夹持径Φ3mm以下的情况,则需考虑弹簧刀柄。目前,BIG高精度弹簧刀柄的美夹系列(图3),采用无风阻纯圆螺母,轻巧型设计也可实现高速加工。
另外,BIG打破一直以来最小夹持径Φ4mm的制约,研发出夹持直径Φ3mm的液压刀柄。
然而对于夹持径Φ3mm以下的情况,则需考虑弹簧刀柄。目前,BIG高精度弹簧刀柄的美夹系列(图3),采用无风阻纯圆螺母,轻巧型设计也可实现高速加工。
03、小径攻丝加工
机床主轴回转和Z轴按丝锥螺距同步进给的攻丝加工一般称为同步攻丝,然而实际加工中却存在同步误差。此误差不单单是机床的同期精度误差,还有丝锥本身制造时的螺距误差存在,那么即便机床完全同步无误差,加工过程也会产生额外的拉伸和压缩的力,造成丝锥使用寿命低下或者螺纹精度劣化。
如图4,使用动力测定器测出M1×P0.25挤压丝锥在加工中轴向受力的结果。与弹簧刀柄比较,这里使用的是内藏微小浮动吸收同步误差的美夹同步攻丝刀柄(图5)。从图4可知,使用弹簧刀柄,即便是小到M1的丝锥在加工过程中也会产生压缩方向40N,拉伸方向30N的力,特别是机床主轴从停止到反转过程中的负荷急剧变大。
机床主轴回转和Z轴按丝锥螺距同步进给的攻丝加工一般称为同步攻丝,然而实际加工中却存在同步误差。此误差不单单是机床的同期精度误差,还有丝锥本身制造时的螺距误差存在,那么即便机床完全同步无误差,加工过程也会产生额外的拉伸和压缩的力,造成丝锥使用寿命低下或者螺纹精度劣化。
如图4,使用动力测定器测出M1×P0.25挤压丝锥在加工中轴向受力的结果。与弹簧刀柄比较,这里使用的是内藏微小浮动吸收同步误差的美夹同步攻丝刀柄(图5)。从图4可知,使用弹簧刀柄,即便是小到M1的丝锥在加工过程中也会产生压缩方向40N,拉伸方向30N的力,特别是机床主轴从停止到反转过程中的负荷急剧变大。
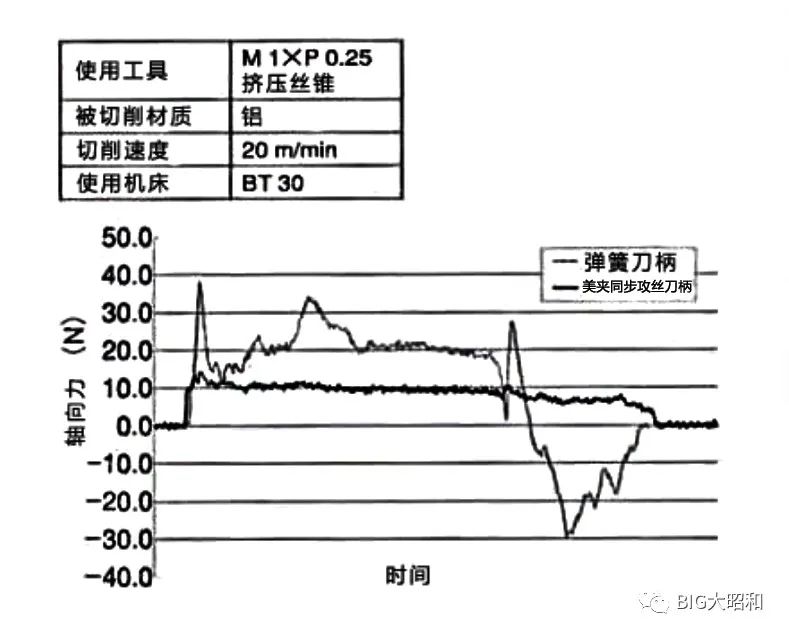
图4 同步攻丝加工时的轴向负荷

图 5 小径用美夹同步攻丝刀柄
而MGT(美夹同步攻丝刀柄)则可保证稳定的加工。另外,小径用MGT采用高精度夹套(图6)来保证精度稳定。
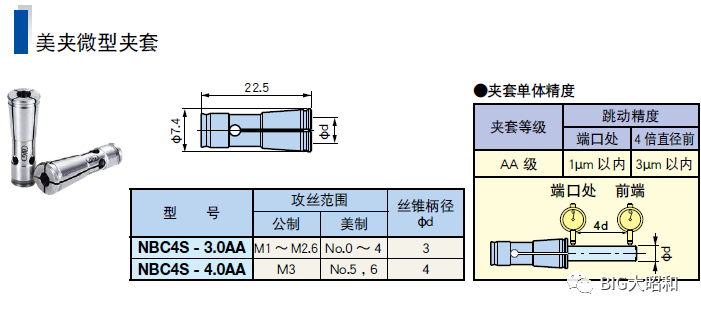
图 6 美夹微型夹套
04、高速辅助工具的活用
虽说可使加工中心主轴实现高速旋转,但受动态跳动精度、发热、振动等技术问题限制,在某些小径刃具加工方面,仍会有机床转速达不到加工要求的情况出现。当出现此类情况时,能够弥补机床转速不足的辅助工具就变得必不可少了。作为辅助机床的效率化工具,BIG有最高转速可达120,000r/min的高速气动刀柄RBX系列(图7)。
虽说可使加工中心主轴实现高速旋转,但受动态跳动精度、发热、振动等技术问题限制,在某些小径刃具加工方面,仍会有机床转速达不到加工要求的情况出现。当出现此类情况时,能够弥补机床转速不足的辅助工具就变得必不可少了。作为辅助机床的效率化工具,BIG有最高转速可达120,000r/min的高速气动刀柄RBX系列(图7)。

图7 HSK-E32高速气动刀柄
此产品使用干燥空气驱动内部涡轮,通过陶瓷轴承保持刃具主轴旋转,因此,可以实现动态跳动精度3μm以内且具有低噪音,低振动,低发热的特点,用于精密微细加工。
综合以上,在小径加工领域,跳动精度尤其重要,刀柄的性能大大关系着加工优良与否。
BIG基于高品位的理念旨在为客户提供高精度,高品质的产品。
综合以上,在小径加工领域,跳动精度尤其重要,刀柄的性能大大关系着加工优良与否。
BIG基于高品位的理念旨在为客户提供高精度,高品质的产品。






