




















































































































































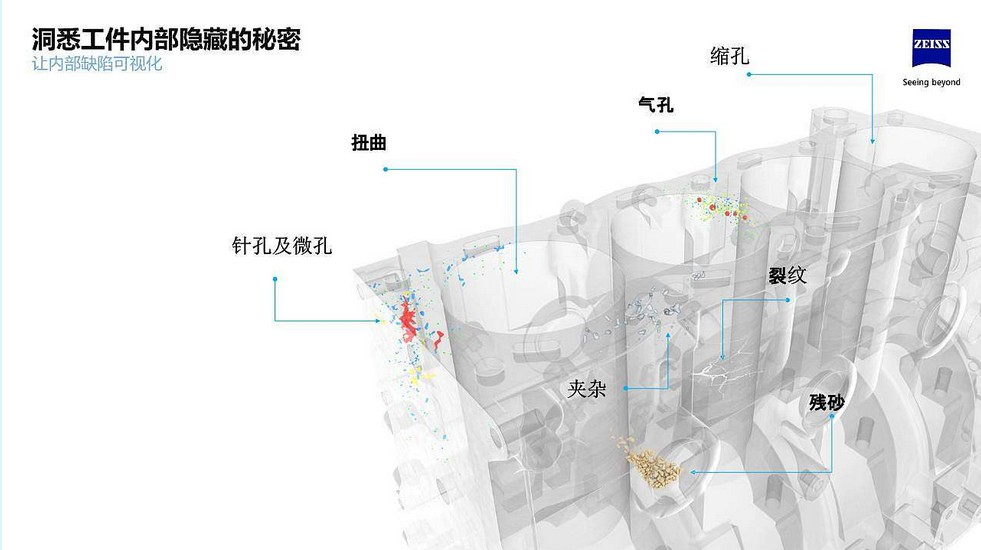
针孔及微孔、扭曲、气孔、缩孔、夹杂、裂纹、残砂等
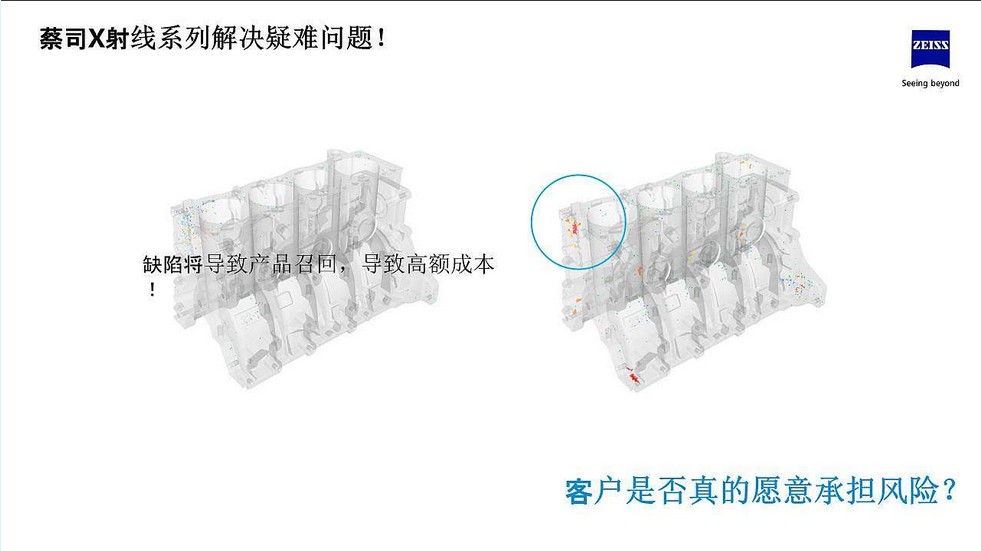
客户是否直的愿意承担风险?
1)重力铸造:a 砂型铸造(排气、滑轮)b重力铸造(缸盖、涡轮增压)
2)压力铸造:a 低压铸造|(泵壳、轮毂)b高压铸造(变速箱壳体、转赂管)、
3)其它工艺:a eps消失模铸造(支承架)、 机加及装配(发动机架、阀)
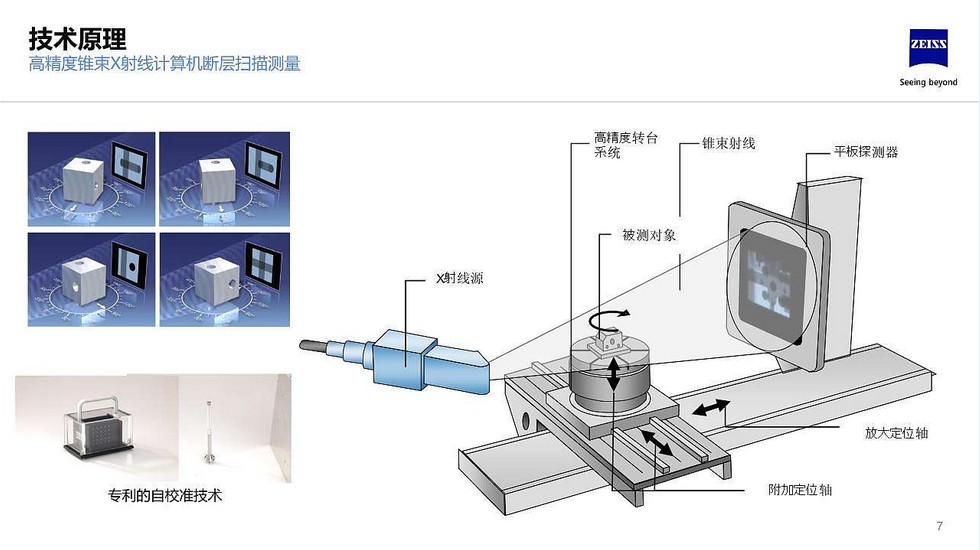
高精度锥束X射线计算机断层扫描测量(800-1000张)
专利的自校准技术
X射线源
常规缺陷检验方法
1、视觉检验,例如:内窥镜、显微镜检验
2、二维X射线检验
3、解剖检验
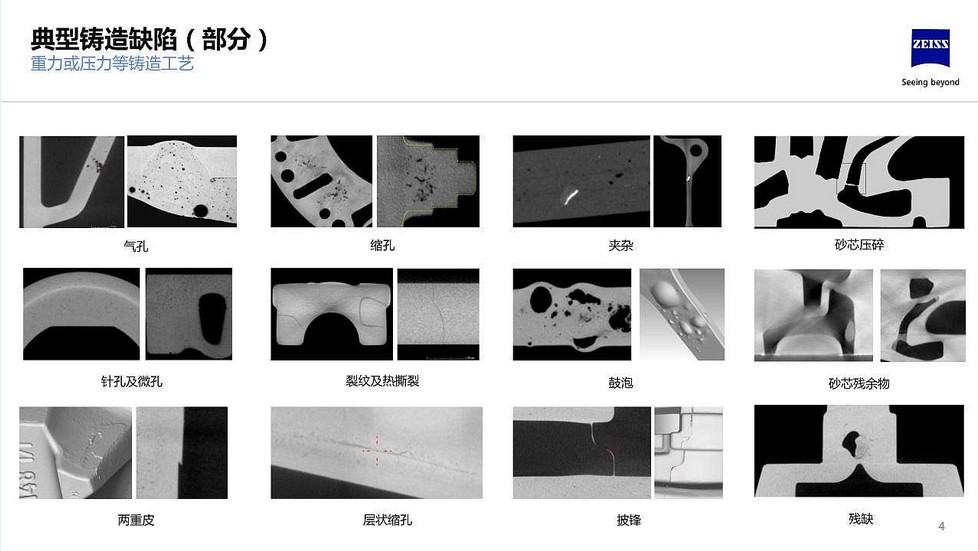
气孔、缩孔、夹杂、砂芯压碎、裂纹及热撕裂、鼓泡、砂芯残余物、两重皮、层状缩孔、披锋、残缺
1)视觉检验,例如 内窥镜、显微镜检验
2)二维X射线检验
先进的一站式解决方案(多样化的高精度机型)应用于:
1)内外尺寸测量
2)隐藏结构无损测量
3)借助同一数据集进行测量及缺陷分析
4)获取工件整体三维测量
5)大轮廓偏差工件无障碍分析
6)自由状态工件打摆放避免测量误差
机型:CT METROTOM 800 CT METROTOM 1500
特点:a 更高精度 b 快速采集及更高密度工件 c 最佳的灵活性及大型工件

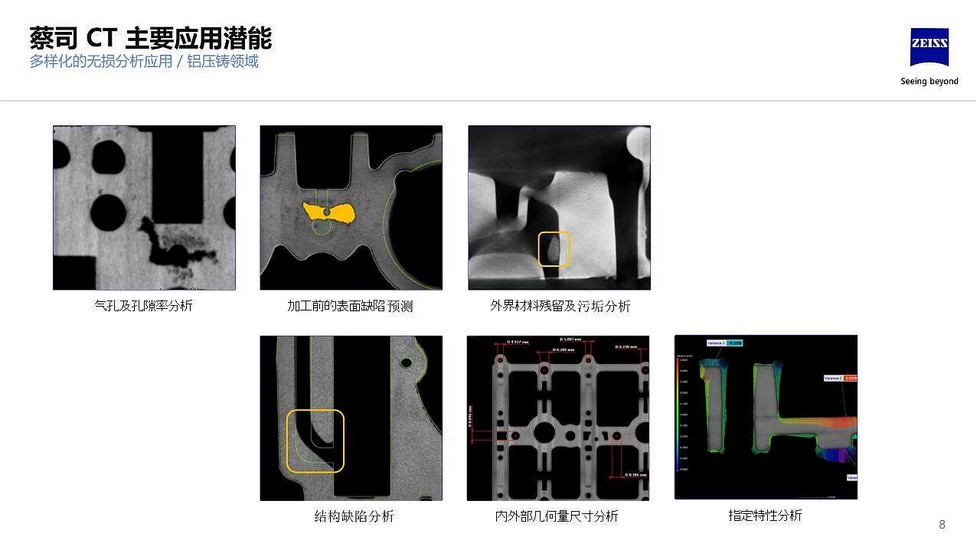
蔡司CT主要应用潜能(多样化的无损分析应用/铝压铸领域)
1)气孔及孔隙率分析
2)加工前的表面缺陷预测
3)外界材料残留及污垢分析
4)结构缺陷分析
5)内外部几何量尺寸分析
6)指定特性分析
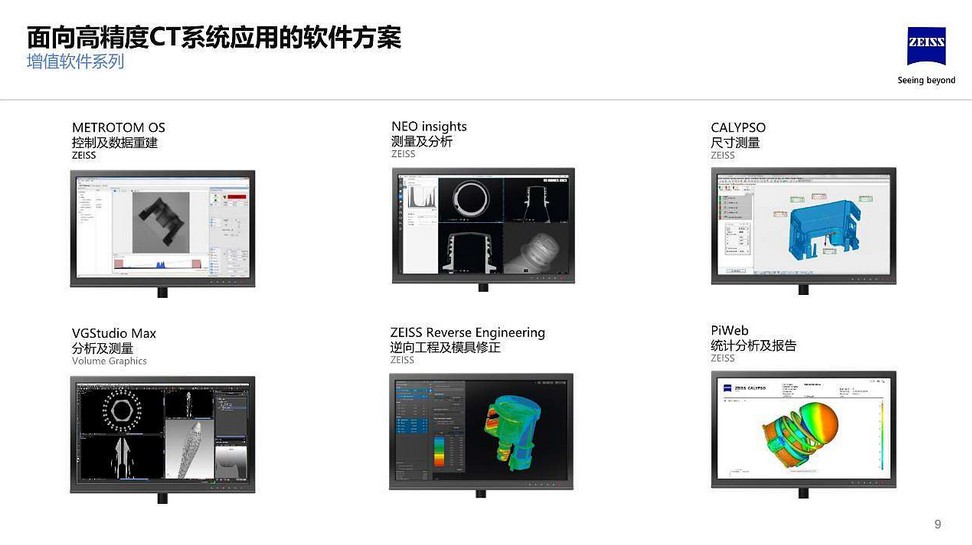
面向高精度CT系统应用的软件方案
1)控制及数据重建
2)测量及分析
3)尺寸测量
4)分析及测量逆向工程及模具修正
5)统计分析及报告
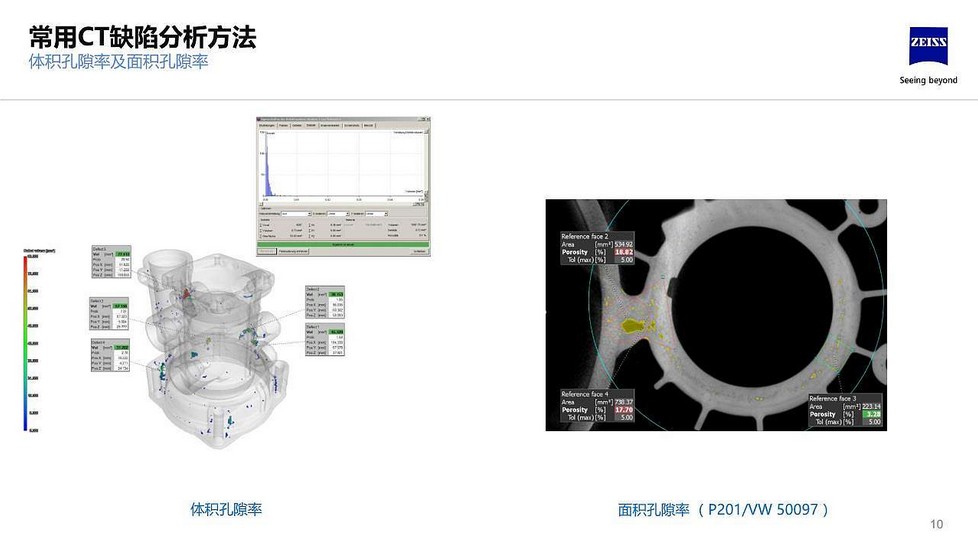
常用CT缺陷分析方法(体积孔隙及面积孔隙率)
1)体积孔隙率
2)面积孔隙率(P201/VW 50097)
尺寸测量及数模比对
1)尺寸及形位公差
2)色差数模比对 (可让用户快递判断产品的质量)
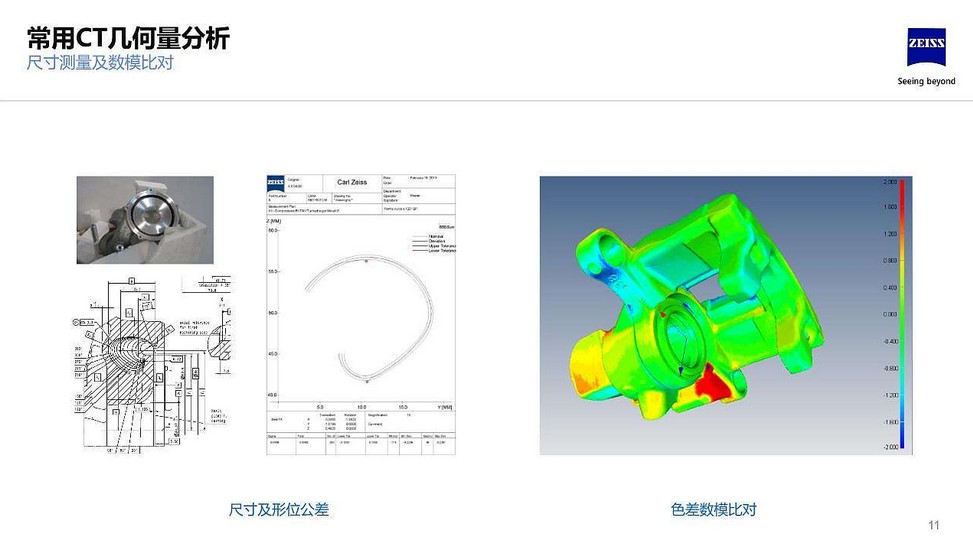
如图
蔡司在中国的四大业务领域
1)SMT 半导体制造技术
2)MED医疗技术
3)COM光学消费品市场
4)IQR 工业质量与研究

问题点
扫描精度?
具体根据机型,最高精度3U以内,会受具体工差要求 材质等因素影响
如:塑料 400mm 铝 250 铁 40mm
大概是4-6个月,要换一次钨丝,具体按实际使用情况定
X射线 2维
工业CT 3维 车间温度60度以下可以正常使用






