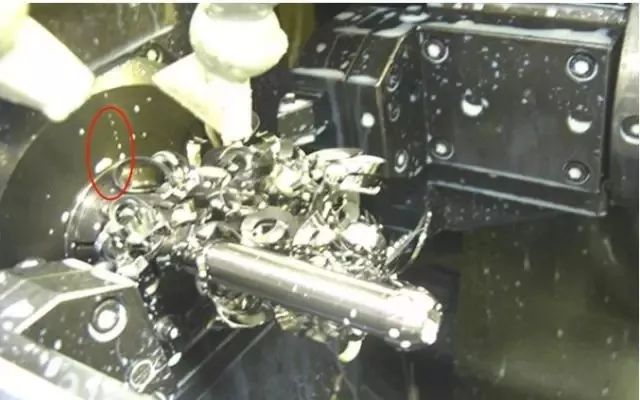
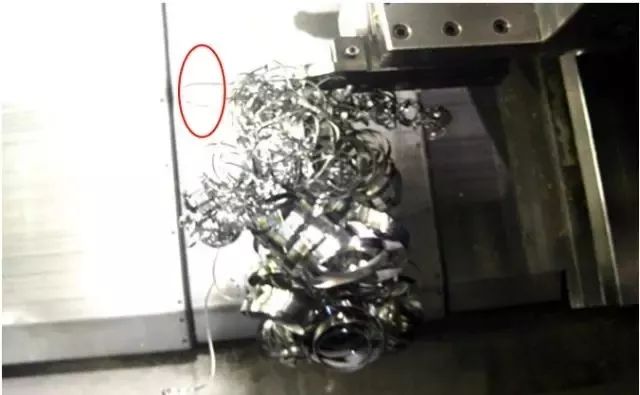
切屑缠绕、工件不能装卸
加工结束时、必须去除切屑

切屑缠绕、排出口堵塞

切屑缠绕、工具寿命短
这些切屑麻烦,是不是深有体会?如果你都中过招,说明你对加工的工件还很不熟悉,如果任由这种现象继续发生,那别人加工了100件,你也许才加工了90件!再兢兢业业用错方法也是白费力气。
切屑都有哪些形态
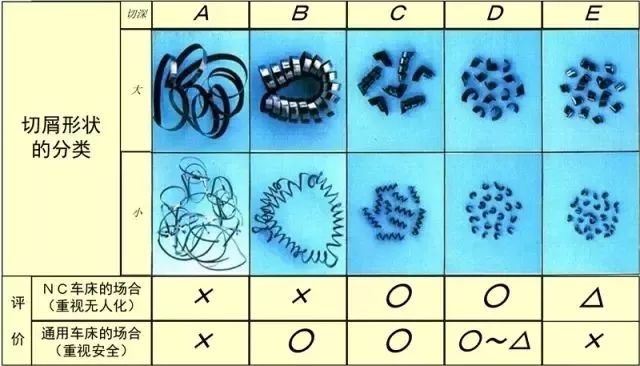
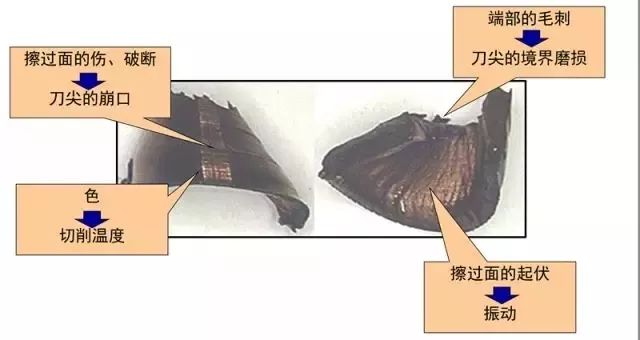
切屑可以告诉你的信息:
温度(℃) | 切屑的颜色 | 温度(℃) | 切屑的颜色 | |
200 | 淡黄色 | 300 | 青色 | |
229 | 黄褐色 | 320 | 淡青色 | |
240 | 褐色 | 350 | 青灰色 |
切屑的原则和方向
方针 | 方法 | 注意点 |
将切屑变厚 | 提高进给 | 粗糙度恶化 |
刀尖半径变小 | 粗糙度恶化,易磨损 | |
加大主偏角 | 刀尖强度降低 | |
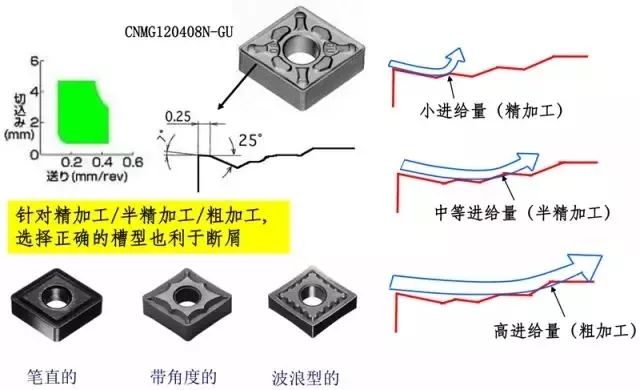
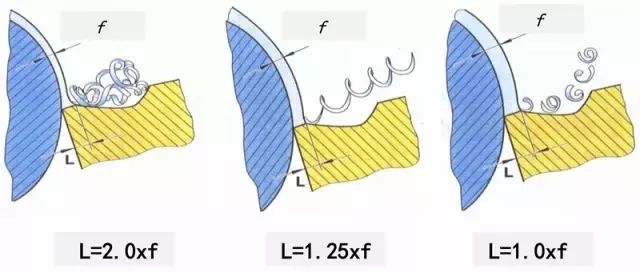
卷曲半径变小 | 使用符合条件的断屑槽 | 切削阻力变高,容易发生振刀 |
断屑方法有哪些
高进给后切屑变厚有利于断屑
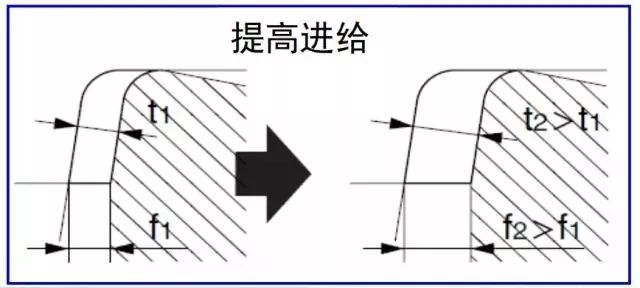
提高进给
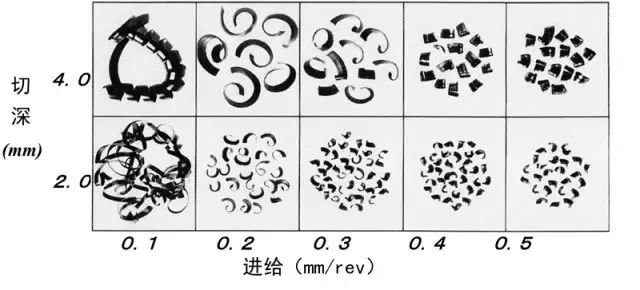
切深
刀尖圆角半径变小,切屑厚度增大
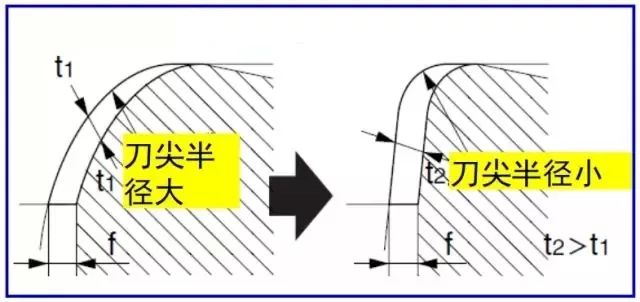
刀尖半径大小对比
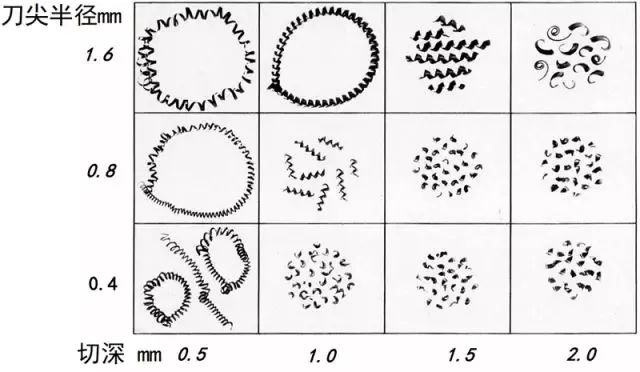
断屑形式
减少前角
切屑压缩比=hc/h
1、压缩比的值越大,则越容易断屑.但同时切削的抗力也增加了
2、压缩比与线速度Vc有关,当Vc减小时,压缩比增大,所以降低线速度也利于断屑
3、前角减小,切屑变形大,压缩比增大,利于断屑
采用锋利的刃口处理形式
由图可见,相同的进给条件下,刀片刃口钝化锋利,有利于断屑。
加大主偏角,切屑变厚利于断屑
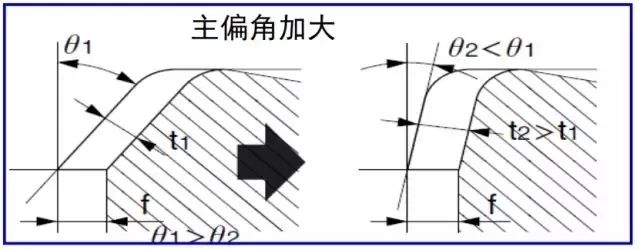
主偏角加大
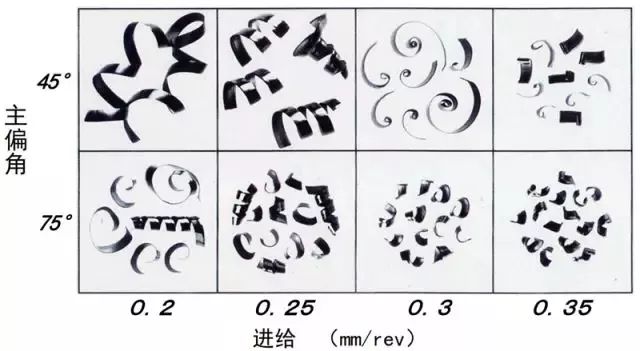
断屑形态
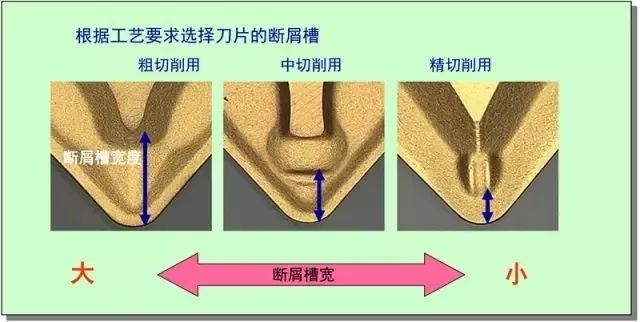
起断屑槽
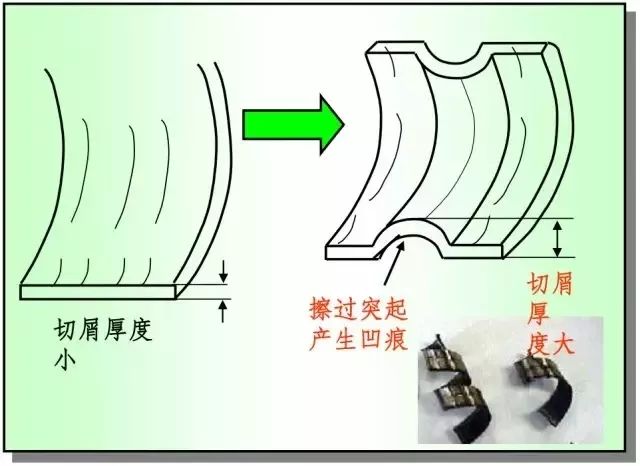
从断屑槽的突起上擦过在切屑的表面产生凹痕→ 明显的切屑厚度增大→促进断屑损伤性强
促进切屑分断
从断屑槽的突起上擦过在切屑的表面产生凹痕→ 明显的切屑厚度增大→促进断屑损伤性强
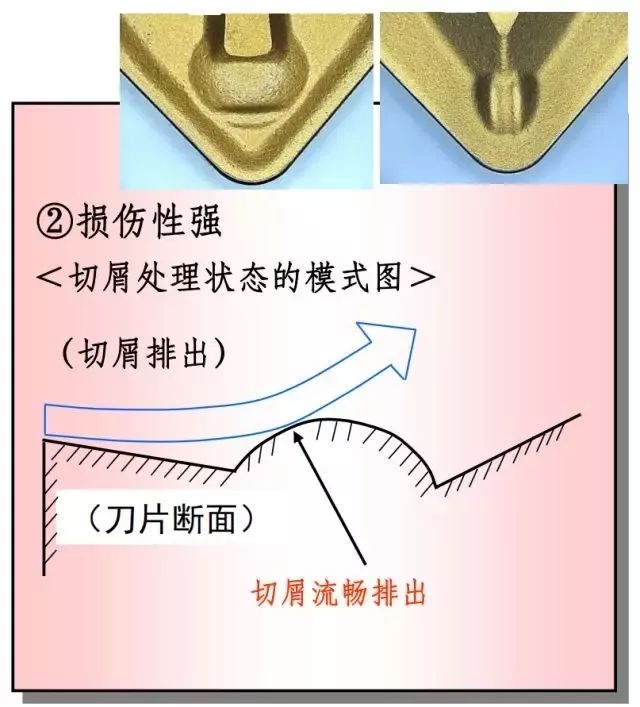
损伤性强
与切屑的接触面积变小、 因与突起光滑接触, 切屑流畅排出→工具损伤小
切屑的卷曲半径变小