日本弥满和YAMAWA先端丝攻系列(通孔用)PO
品牌:YAMAWA(弥满和)
型号:G5DAD489074844
¥待询价(提交订单10分钟内获取专属报价单)

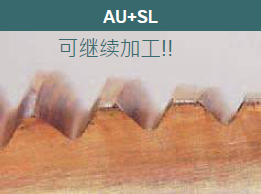
AU+SL
高性能通孔用螺旋型先端丝攻
样式特长

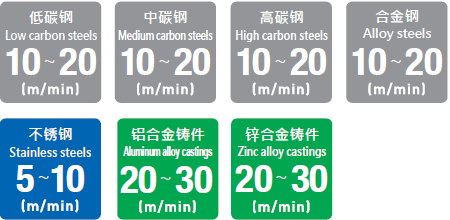
被削材和推荐的攻牙速度
攻牙资料
加工条件【M6X1】
| 被削材 | SCM440 |
| 底孔径 | φ5.0 |
| 攻牙长度 | 9mm通孔 |
| 攻牙速度 | 15m/min |
| 机械 | 立式加工中心机 |
| 攻牙用切削油 | 水溶性切削油(不含氯稀释20倍) |
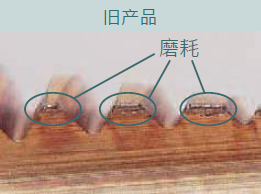
加工3000孔后刀尖的状况
产品的特长
●采用左螺旋沟,在高速加工时,切屑仍可顺畅的排出。
●从钢铁材到不锈钢材,可加工各种的被削材,切排屑顺畅。
●刻印移至四角部
雷射刻印后会造成表面有细微的凹凸不平,会降低柄部的精度。为了维持柄部的高精度以及真圆度,将雷蛇刻印(尺寸和等级标示)从柄部移至四角部。
●可加工各种材料
采用能将镀层的特长(耐磨耗性、耐热性、耐溶着性)发挥到极限的特殊沟型,可加工各种的切削材。最适合使用水溶性切削油。
排屑性佳


品区:1S
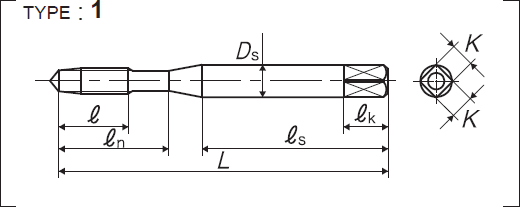
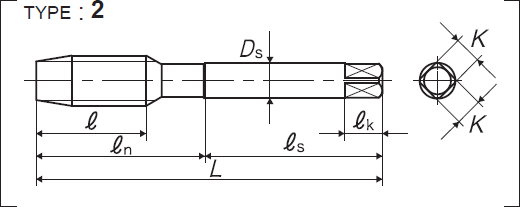
| 全长 | 螺纹部长 | 颈下长 | 柄部长 | 柄径 | 四角部宽 | 四角部长 |
| L | e | en | es | Ds | k | ek |
| 尺寸 | 等级 | 产品编号 | 吃入部 | L (mm) |
e (mm) |
en (mm) |
es (mm) |
Ds (mm) |
K (mm) |
ek (mm) |
沟数 | 构型 | 库存 |
| 公制螺纹专用 | |||||||||||||
| M3×0.5 | P2 | VSAPQ3.0GL | 5P | 46 | 9 | 14 | 26 | 4 | 3.2 | 6 | 3 | 1 | ◎ |
| M4×0.7 | P3 | VSAPR4.0IL | 5P | 52 | 11 | 17 | 29 | 5 | 4 | 7 | 3 | 1 | ◎ |
| M5×0.8 | P3 | VSAPR5.0KL | 5P | 60 | 13 | 22 | 33 | 5.5 | 4.5 | 7 | 3 | 1 | ◎ |
| M6×1 | P3 | VSAPR6.0ML | 5P | 62 | 15 | 26 | 33 | 6 | 4.5 | 7 | 3 | 1 | ◎ |
| M8×1.25 | P3 | VSAPR8.0NL | 5P | 70 | 19 | - | 36 | 6.2 | 5 | 8 | 3 | 2 | ◎ |
| M8×1 | P3 | VSAPR8.0ML | 5P | 70 | 19 | - | 36 | 6.2 | 5 | 8 | 3 | 2 | ○ |
| M10×1.5 | P3 | VSAPR010OL | 5P | 75 | 23 | - | 38 | 7 | 5.5 | 8 | 3 | 2 | ◎ |
| M10×1.25 | P3 | VSAPR010NL | 5P | 75 | 23 | - | 38 | 7 | 5.5 | 8 | 3 | 2 | ◎ |
| M10×1 | P3 | VSAPR010ML | 5P | 75 | 23 | - | 38 | 7 | 5.5 | 8 | 3 | 2 | ○ |
| M12×1.75 | P4 | VSAPS012PL | 5P | 82 | 26 | - | 42 | 8.5 | 6.5 | 9 | 3 | 2 | ◎ |
| M12×1.5 | P3 | VSAPR012OL | 5P | 82 | 26 | - | 42 | 8.5 | 6.5 | 9 | 3 | 2 | ◎ |
| M12×1.25 | P3 | VSAPR012NL | 5P | 82 | 26 | - | 42 | 8.5 | 6.5 | 9 | 3 | 2 | ◎ |
思诚资源为您提供:日本弥满和YAMAWA螺旋型先端丝攻(通孔用)AU+SL 高性能通孔用螺旋型先端丝攻的采购报价、YAMAWA(弥满和)G5DA7EA276D1C8型号参数、规格图片、PDF画册等资料,如您想了解更多关于YAMAWA(弥满和)正品品牌的其他丝攻资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!