使用挤压丝攻加工,不会产生切屑,而且寿命良好。还具有很多的优势,至于优点和需要留意的部分我们一起来看看。
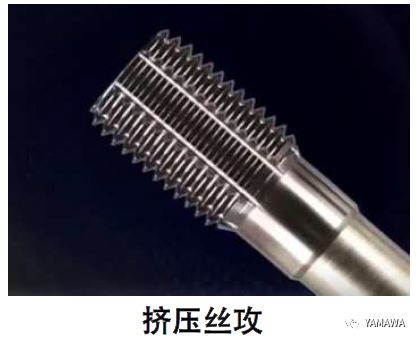
挤压丝攻是利用塑性加工原理将内螺纹压塑成形。
下图为利用挤压丝攻压塑出内螺纹的剖面图。
下图为利用挤压丝攻压塑出内螺纹的剖面图。
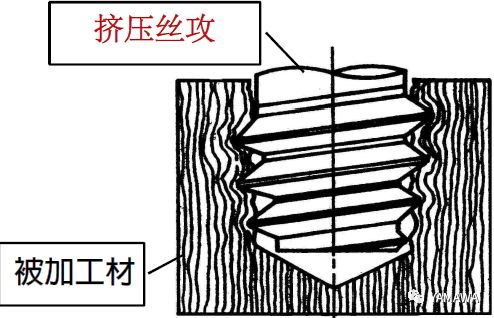
利用丝攻的牙顶挤压成为内螺纹牙谷部分,受挤压的材料往上塑形成为内螺纹内径,形成牙山形状。
挤压丝攻主要的特点[与切削丝攻比较]
◆加工时丝攻无切削排除。
因为没有产生切削的关系,所以也适合立式盲孔加工用。
◆不易折损
因不需要排屑用沟槽,因此螺丝攻的芯径较大,也无切屑干扰,所以不易折损。
◆内螺纹内径(中径)精度高
因内螺纹是以挤压塑形而成,所以内螺纹表面光滑,中径尺寸稳定。
◆攻牙效率高使用寿命长
不具有会因为切削而磨耗的刀刃,因此比切削丝攻更适合高速加工,且使用寿命也比较长。若施以氧化,氮化,TiN,TiCN处理等表面处理,其使用寿命可大幅度提升。
◆加工时丝攻无切削排除。
因为没有产生切削的关系,所以也适合立式盲孔加工用。
◆不易折损
因不需要排屑用沟槽,因此螺丝攻的芯径较大,也无切屑干扰,所以不易折损。
◆内螺纹内径(中径)精度高
因内螺纹是以挤压塑形而成,所以内螺纹表面光滑,中径尺寸稳定。
◆攻牙效率高使用寿命长
不具有会因为切削而磨耗的刀刃,因此比切削丝攻更适合高速加工,且使用寿命也比较长。若施以氧化,氮化,TiN,TiCN处理等表面处理,其使用寿命可大幅度提升。
挤压丝攻使用时注意的事项
◆攻牙扭力比切削是丝攻大2~3倍。
请确认机器动力。另外,请确保工件加工过程中夹持稳定。
◆仅限于加工具延展性的材料。
一般的铝合金和钢材加工是没有问题的。
铸铁就不适用硬度超过HRC35的调质钢和高硬度钢材加工上就会有点困难了。
◆下孔径的误差范围需控制在牙距的5%以内,比切削丝攻更需严格管理下孔径。
例) M6×1的挤压丝攻、公差:要求下孔50µm左右。
※切削丝攻的公差在236μm(0.236mm)左右
◆与切削丝攻加工相比,内螺纹孔面易产生毛边,因此要依状况,在孔面施行倒角加工。
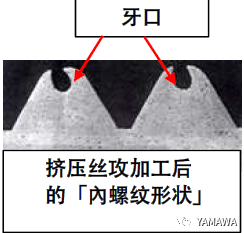
◆右图内螺纹牙顶上,会产生U字形状缺口,称为「牙口」,使用切削丝攻则不会有此情形。
在适当范围内的牙口,是不会影响影响内螺纹的机能。
请确认机器动力。另外,请确保工件加工过程中夹持稳定。
◆仅限于加工具延展性的材料。
一般的铝合金和钢材加工是没有问题的。
铸铁就不适用硬度超过HRC35的调质钢和高硬度钢材加工上就会有点困难了。
◆下孔径的误差范围需控制在牙距的5%以内,比切削丝攻更需严格管理下孔径。
例) M6×1的挤压丝攻、公差:要求下孔50µm左右。
※切削丝攻的公差在236μm(0.236mm)左右
◆与切削丝攻加工相比,内螺纹孔面易产生毛边,因此要依状况,在孔面施行倒角加工。
◆右图内螺纹牙顶上,会产生U字形状缺口,称为「牙口」,使用切削丝攻则不会有此情形。
在适当范围内的牙口,是不会影响影响内螺纹的机能。