



















































































































































这是一个片面的认识,刀柄作为一个中介,连接机床主轴和刃具,机床借助刀柄将动力传递到刃具刃尖才能实现切削加工。没有好的刀柄,再优的机床也是徒劳。以下几点更是刀柄的重要之处:
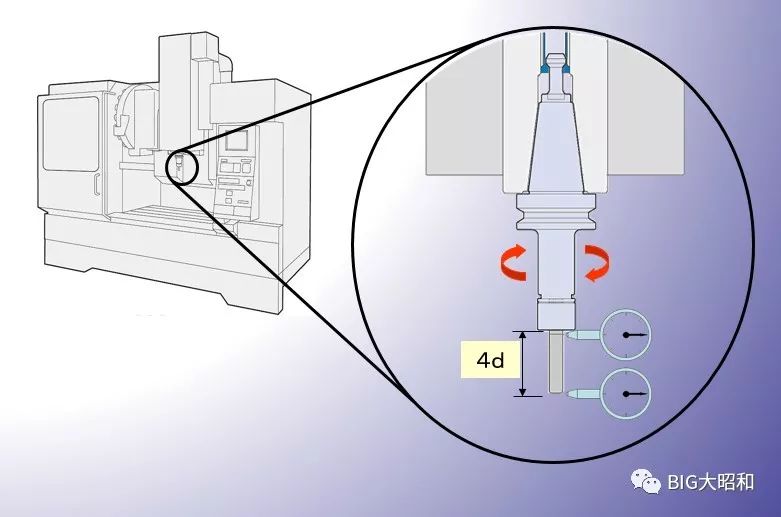
■跳动精度:刀柄本身的夹持精度。如果刀柄夹持精度不好,会抹灭机床主轴的跳动精度;
■夹持力:跟机床无关,只能靠刀柄来保证;
■夹持刚性:由刀柄的粗细和长短决定,机床也无能为力;
■跳动精度:刀柄本身的夹持精度。如果刀柄夹持精度不好,会抹灭机床主轴的跳动精度;
■夹持力:跟机床无关,只能靠刀柄来保证;
■夹持刚性:由刀柄的粗细和长短决定,机床也无能为力;
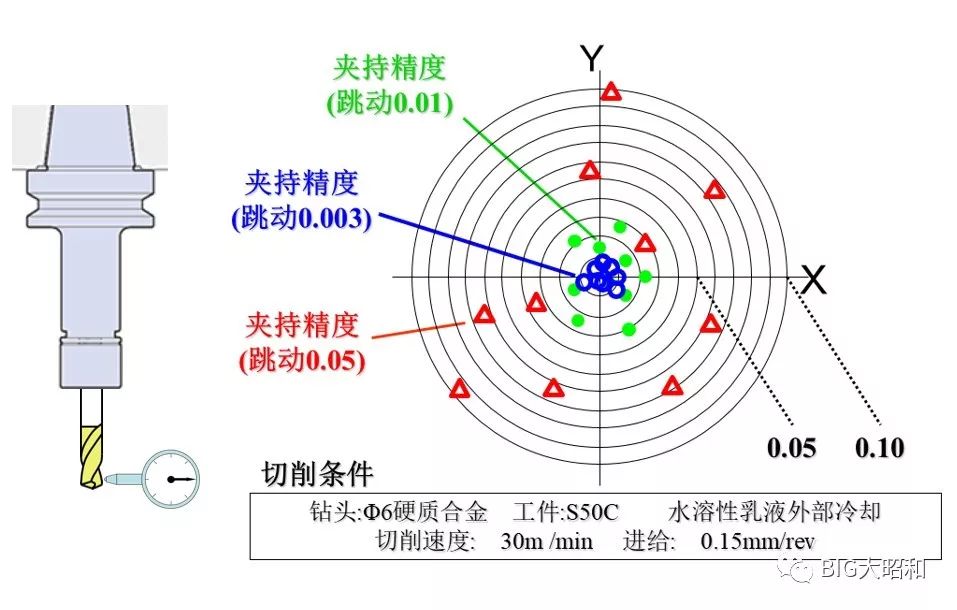
刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。
下图是钻头在不同的跳动精度下加工10个孔后,测孔的位置精度。
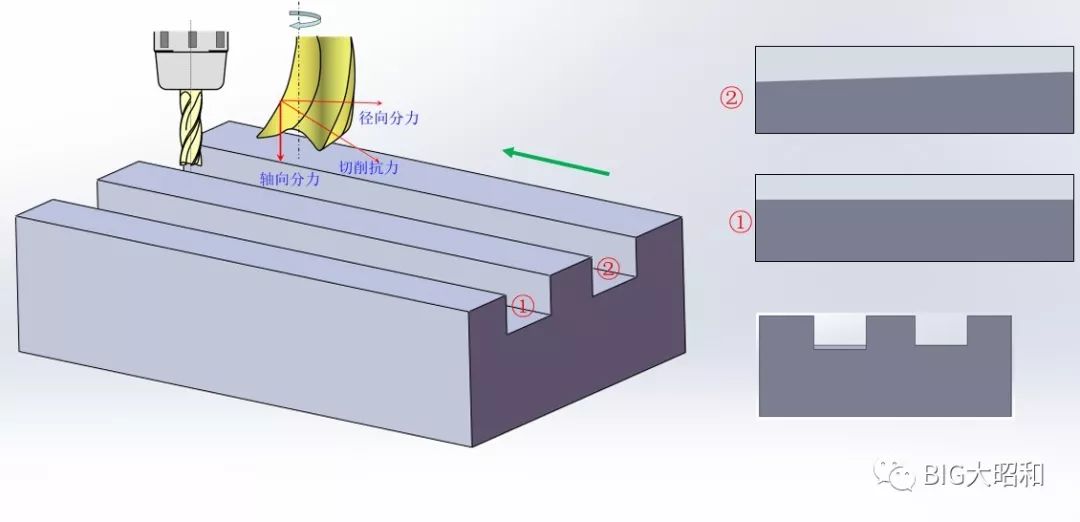
刀柄的夹持力更是会直接影响到工件是否会报废。比如以立铣刀铣削为例,在铣削的行进过程中,立铣刀会产生很大的向下拉力,由于刀柄夹持力不够大,铣刀有被拉出的风险,从而导致工件被过切,造成加工不良甚至报废。如果工件的价值又很高,那么造成的后果将是灾难性的。
下图是同一个铣刀在不同夹持力刀柄下的槽加工。②号刀柄由于夹持力不足,从而造成掉刀现象,铣出来的槽深度呈斜坡型。
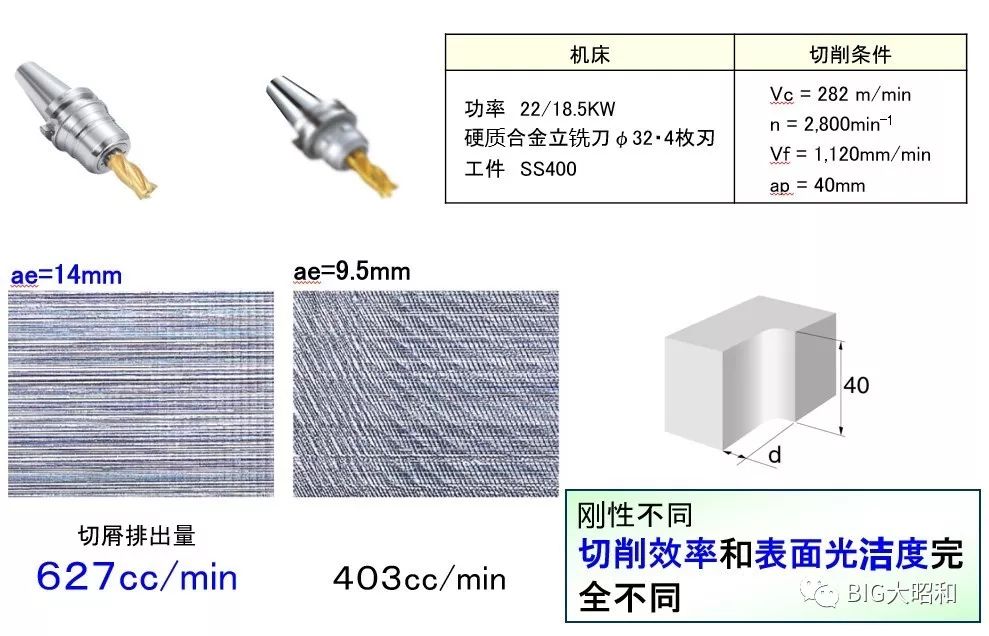
刀柄的夹持刚性的大小,直接影响到切削的吃刀量和是否导致振刀。我们还是以立铣刀为例,刀柄的夹持刚性不同,在同一台机床,相同的切削条件下,刚性好的刀柄切深更多,切削效率更高,更加有效抑制振刀,保证更好的表面光洁度。
合理选择刀柄
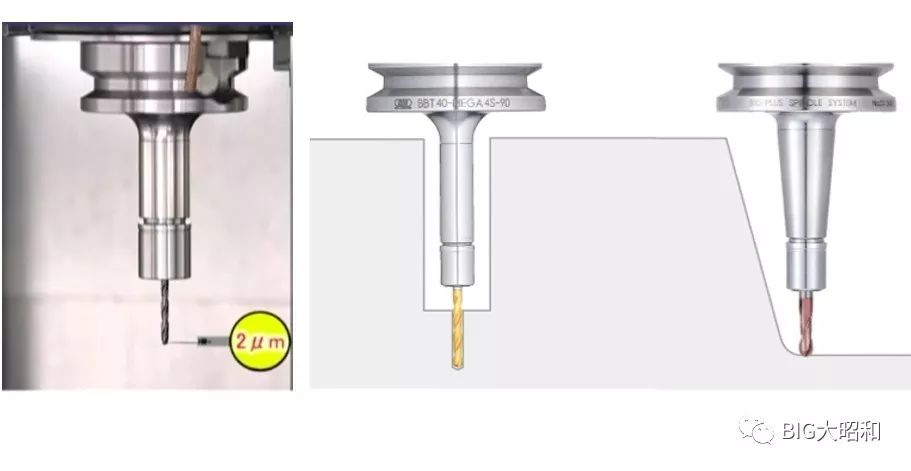
在选择刀柄时,要根据刃具情况,工件干涉,尺寸精度要求等多方面进行全方位考虑。比如对于细小型刃具,一般应用于小切削量的精加工,那么对于刀柄的跳动精度要求是极高的,否则,刃具易折断,加工尺寸偏差过大,效率低,甚至于根本无法加工。这时候必须使用跳动精度高的刀柄来夹持。比如采用下图中的这种美夹(MEGA)高精度弹簧刀柄。
在选择刀柄时,要根据刃具情况,工件干涉,尺寸精度要求等多方面进行全方位考虑。比如对于细小型刃具,一般应用于小切削量的精加工,那么对于刀柄的跳动精度要求是极高的,否则,刃具易折断,加工尺寸偏差过大,效率低,甚至于根本无法加工。这时候必须使用跳动精度高的刀柄来夹持。比如采用下图中的这种美夹(MEGA)高精度弹簧刀柄。
一般人认为普通的弹簧刀柄(例如ER刀柄)夹持精度低(4d处跳动0.01mm~0.02mm),所以在高精度的场合是不采用弹簧刀柄的。但这种美夹(MEGA)高精度弹簧刀柄在4d处跳动是达到0.003mm以内。困扰很多客户的刀柄干涉问题也可以一并解决。
很多客户也很喜欢用液压刀柄,液压因为精度高、操作简便而广受用户的喜爱,笔者接触的很多客户就非常喜欢液压刀柄。只需一根扳手就能轻松进行刃具的拆装操作,非常方便。同时例如下图这种把液压刀柄做的非常细小,并且可以配置端面喷水型,极大的解决了工件空间小,排屑不畅等的问题。同时也避免了狭小部位只能用热缩刀柄的尴尬。同时也解决了热缩刀柄由于本身原理结构所带来的种种使用上的不便。

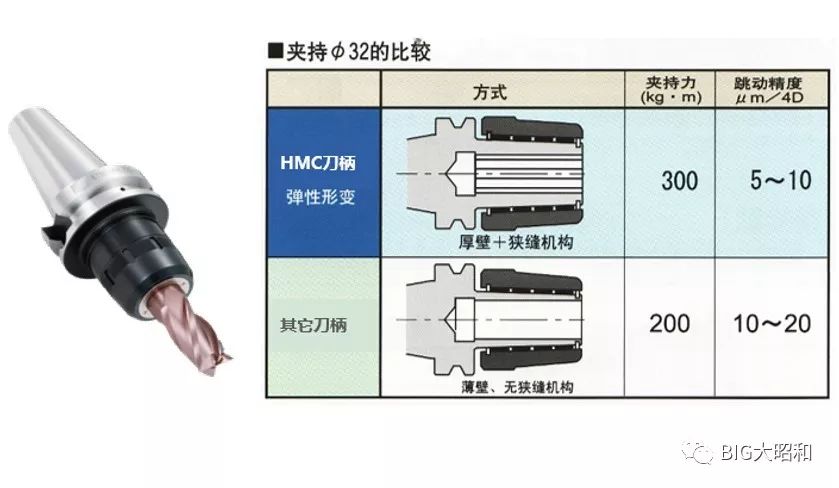
对于大的刃具,大多用于开粗加工,往往切削量大,进给较快,希望快速地去除切削余量。这样对刀柄的要求就是要有足够的夹持力,否则容易导致掉刀,振刀等问题,难以提升切削效率。这种情况下,可以考虑这种HMC强力刀柄,这种强力刀柄可以做到业内令人震惊的强劲夹持力,并且同时具有不俗的跳动精度。可以一扫加工过程中的掉刀隐患,极大的保证了加工效率和加工安全。
除了以上所说的切削加工之外,还有很多加工(比如攻丝加工,微雕加工,复杂架构件加工等等),如果选择刀柄正确合理的话,不但能解决加工瓶颈,更能达到事半功倍,意想不到的效果。
欲知详情,敬请关注“如何提升机械加工的竞争力之刀柄篇(下)”。






