



















































































































































平时我们一般的切屑处理对策就是:
- 提高进给
- 减小刀尖圆弧R
- 降低切削速度
- 改变断屑槽
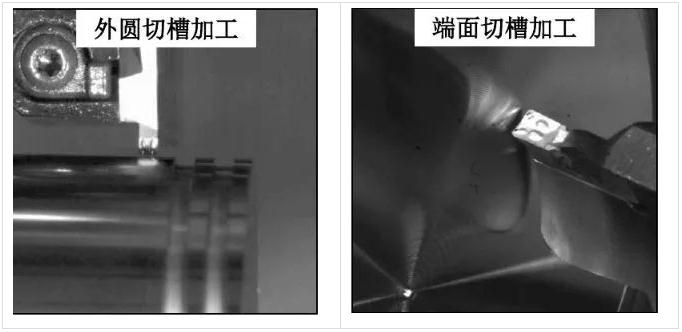
端面切槽加工上的切屑切不断
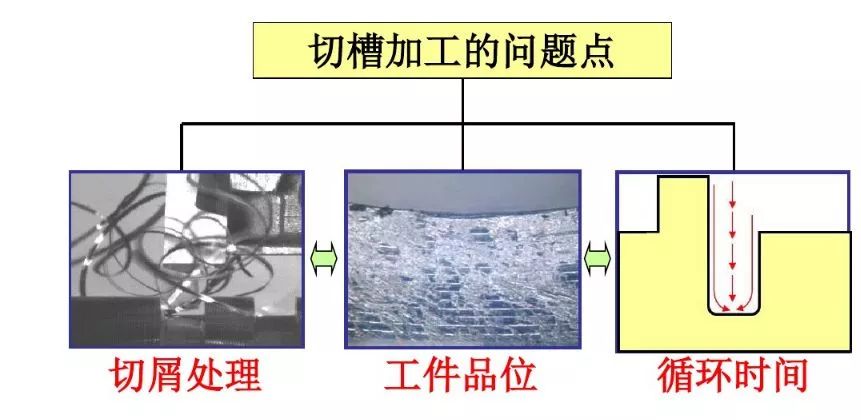
而上述4种对策并没有解决你的切屑烦恼时,我们应该怎么办?先别急,我再教你4种对付它们的大招!首先,我们先来了解一下切槽加工碰到的主要问题:
而上述4种对策并没有解决你的切屑烦恼时,我们应该怎么办?先别急,我再教你4种对付它们的大招!首先,我们先来了解一下切槽加工碰到的主要问题:
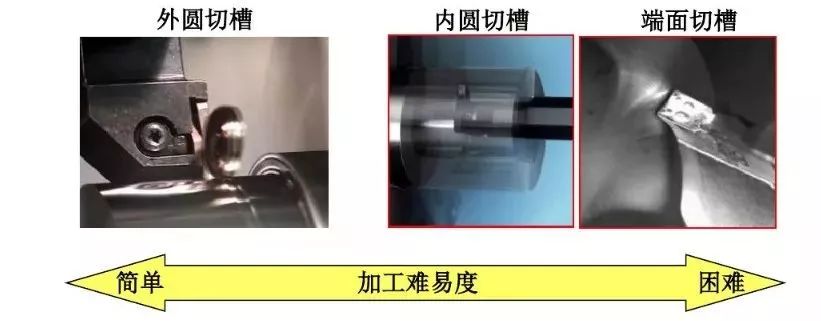
一、切槽加工的难易度
内圆/端面切槽加工的难度大、易发生切削障碍
内圆/端面切槽加工的难度大、易发生切削障碍
- 切屑处理困难
- 易振动(工件品位低下)
- 循环时间长
- 工具形状受限制(刚性不足)
二、端面切槽加工的特征
1、切屑的生成形态
使用高速照相机观察到:

切屑朝一定方向排出:
(1)端面切槽的切屑长度与外圆和内圆不同、切屑会扭曲
(2)扭曲的切屑直接排向工件外侧
(3)切屑变长、容易变得杂乱无章(如果提高进给、切屑会堵塞)

(1)端面切槽的切屑长度与外圆和内圆不同、切屑会扭曲
(2)扭曲的切屑直接排向工件外侧
(3)切屑变长、容易变得杂乱无章(如果提高进给、切屑会堵塞)
切屑切不断、连续性地排出
2、切屑处理改善的要点
2、切屑处理改善的要点
- 不阻碍切屑的排出
- 尽可能将排出的切屑变短
- 以形成连续卷曲且稳定的切屑为目标

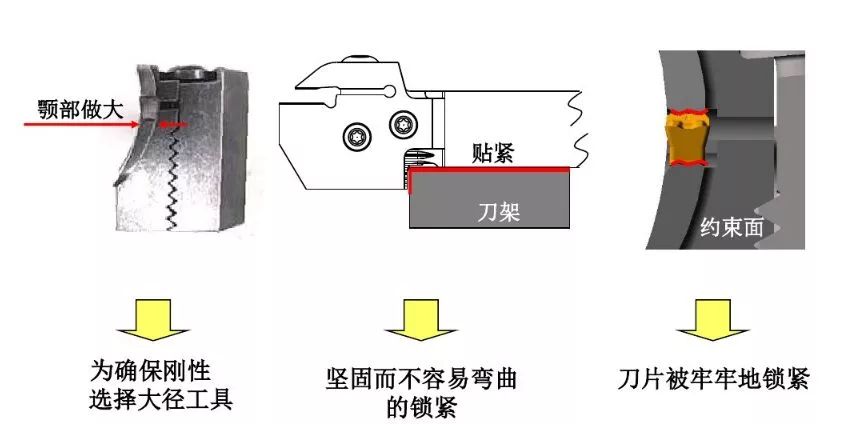
三、切屑缠绕的解决措施

1、工具选定
尽可能确保刀柄刚性和锁紧刚性
2、基本的对策
(1)加工环境
不阻碍切屑的排出
(1)加工环境
不阻碍切屑的排出
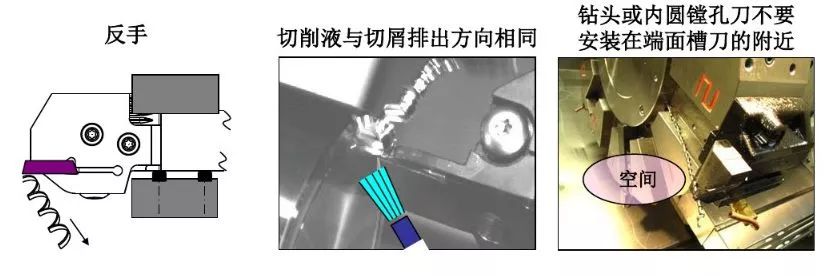
切屑液从内侧喷出
注意:需要注意切屑液的供给方向、也要注意工具的配置
(2)切削速度
提高切削速度、将切屑变短
注意:需要注意切屑液的供给方向、也要注意工具的配置
(2)切削速度
提高切削速度、将切屑变短
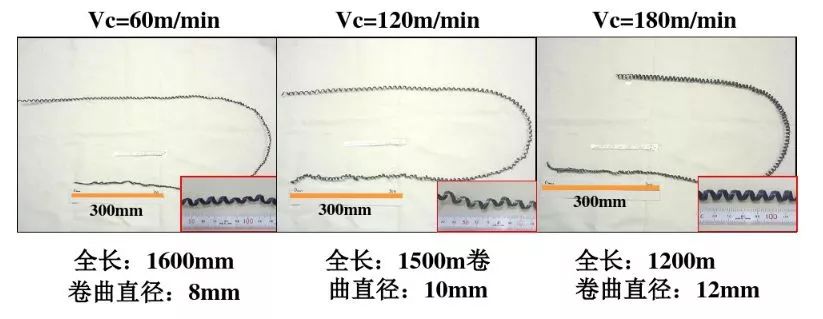
注意:提高速度后,卷曲直径变大、全长变短
(3)进给速度
进给设定在推荐条件内,不要设置得太低
(3)进给速度
进给设定在推荐条件内,不要设置得太低
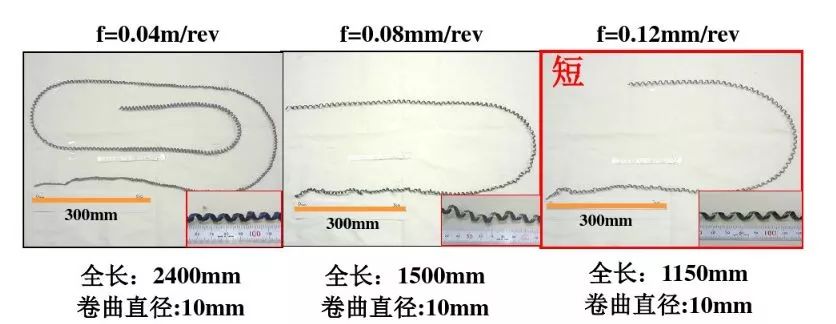
注意:提高进给后,切削距离变短、切屑也变短(由于进给过高时会引起振动,所以要注意)
(4)刀片断屑槽
活用最新工具
(4)刀片断屑槽
活用最新工具
注意:要实现切屑的稳定化、断屑槽性能很重要
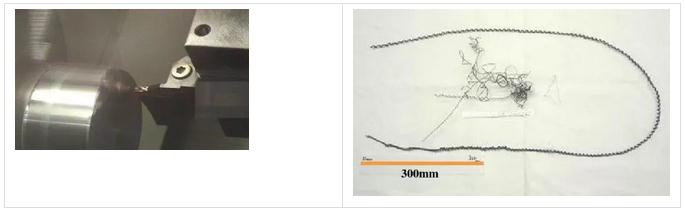
3、切屑太长容易缠绕
3、切屑太长容易缠绕
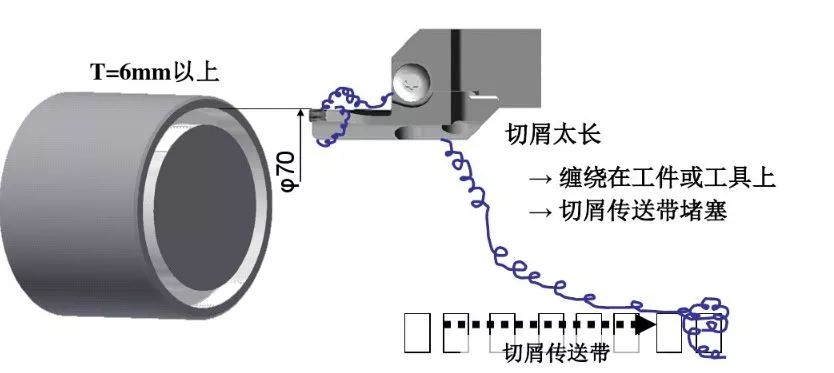
注意:有必要控制切屑的长度
4、啄式加工
(1)啄式加工可使切屑分断
4、啄式加工
(1)啄式加工可使切屑分断
(12.2秒)
啄式加工的程序:
N1 M3 G96 S120
N2 G0X70.Z2
N3 G1Z-2.F0.08
N4 G0 W0.2
N5 G1Z-4.F0.08
N6 G0 W0.2
N7 G1Z-6.F0.08
N8 G0 W0.2
N9 G1Z-8.F0.08
N10 GO75
啄式加工的程序:
N1 M3 G96 S120
N2 G0X70.Z2
N3 G1Z-2.F0.08
N4 G0 W0.2
N5 G1Z-4.F0.08
N6 G0 W0.2
N7 G1Z-6.F0.08
N8 G0 W0.2
N9 G1Z-8.F0.08
N10 GO75
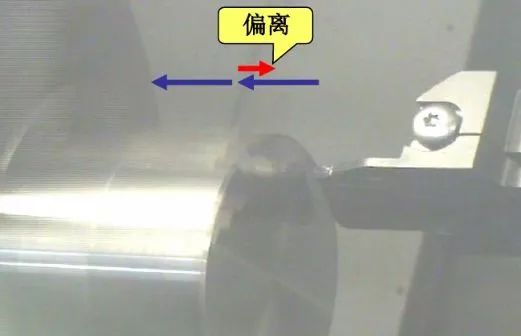
(2)发生切屑堵塞时
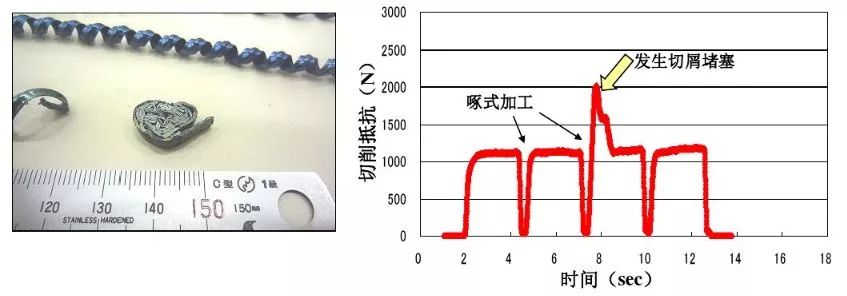
切屑堵塞后、切削抵抗会发生大的变动
刀片崩损的可能性也变高
(1)进给变动使切屑分断进给变动
刀片崩损的可能性也变高
(1)进给变动使切屑分断进给变动
(12.8秒)
进给变动的程序:
N1 M3G96S120
N2 G0X70.Z2
N3 G1Z-2.F0.08
N4 W-0.05F0.01
N5 W-0.12F0.04
N6 G1Z-4.F0.08
N7 W-0.05F0.01
N8 W-0.12F0.04
N9 G1Z-6.F0.08
N10 W.0.05F0.01
N11 W-0.12F0.04
N12 G1Z-8.F0.08
N13 G0Z5
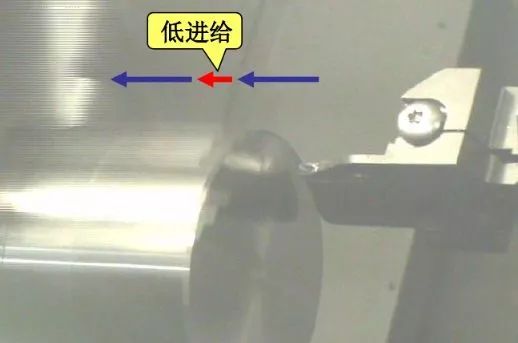
(2)进给变动使切屑堵塞得到改善
进给变动的程序:
N1 M3G96S120
N2 G0X70.Z2
N3 G1Z-2.F0.08
N4 W-0.05F0.01
N5 W-0.12F0.04
N6 G1Z-4.F0.08
N7 W-0.05F0.01
N8 W-0.12F0.04
N9 G1Z-6.F0.08
N10 W.0.05F0.01
N11 W-0.12F0.04
N12 G1Z-8.F0.08
N13 G0Z5
(2)进给变动使切屑堵塞得到改善

进给变动在低进给时的切屑为螺旋状、因而很难发生堵塞
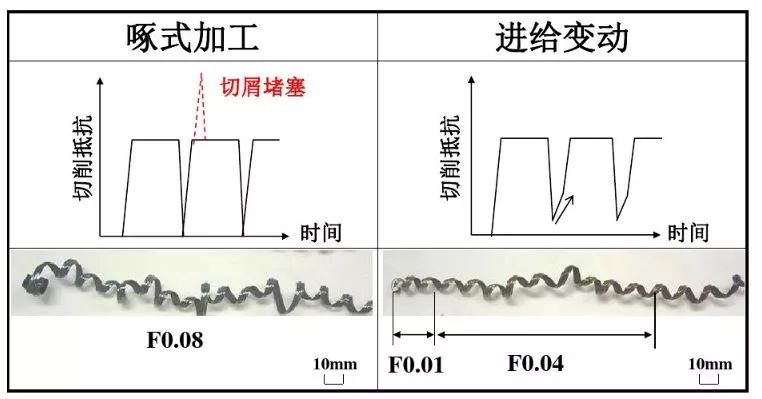
螺旋状切屑得到确实的排出、可防止刀片发生崩损
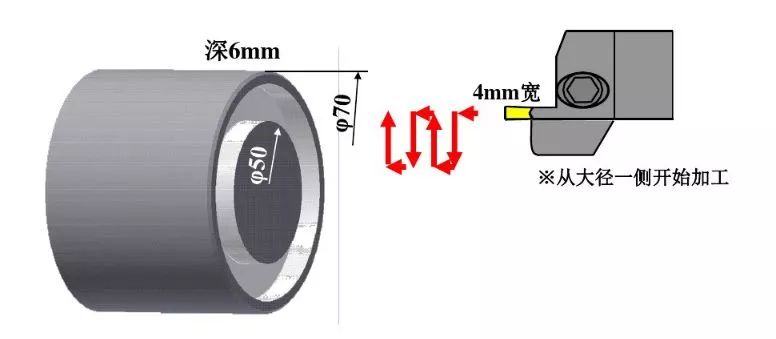
(3)分开成浅槽进行加工
(3)分开成浅槽进行加工
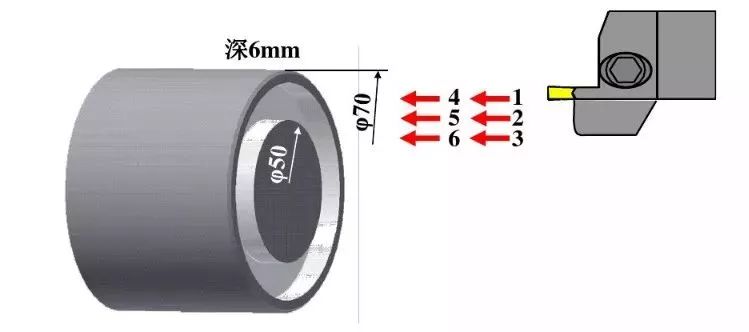
可使切屑分断
在深槽加工上也能确保切屑的排出空间
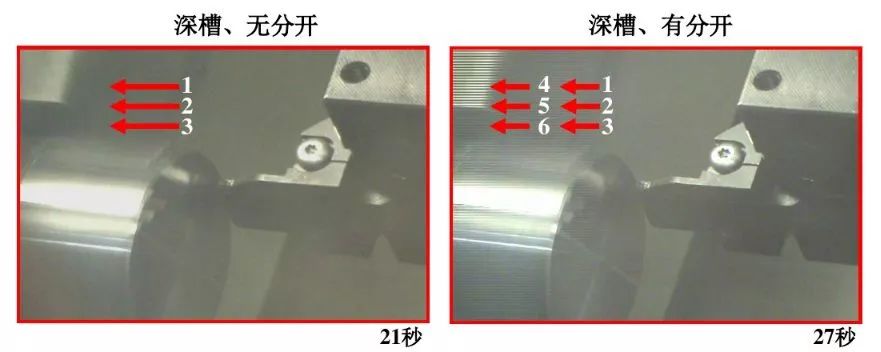
在深槽加工上也能确保切屑的排出空间
分开成浅槽进行加工后,切屑短短地被折断
(4)使用宽刀片、加工时间缩短
(4)使用宽刀片、加工时间缩短
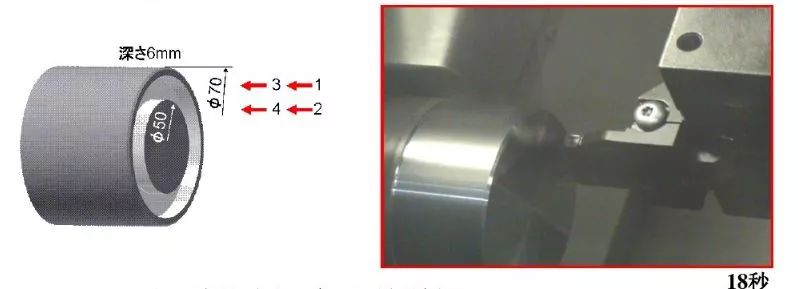
走刀次数减少、加工时间缩短
分开成浅槽加工后,切屑的长度也得到控制
分开成浅槽加工后,切屑的长度也得到控制
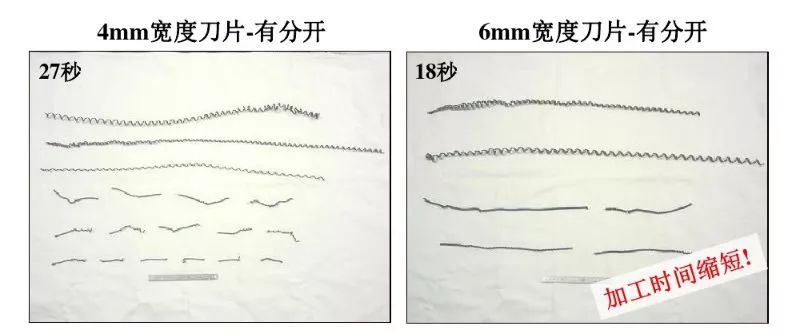
即使使用6mm宽度刀片、切屑也稳定
(5)横横拉加工上切屑处理得到改善
(5)横横拉加工上切屑处理得到改善
切屑处理性得到飞跃性的改善
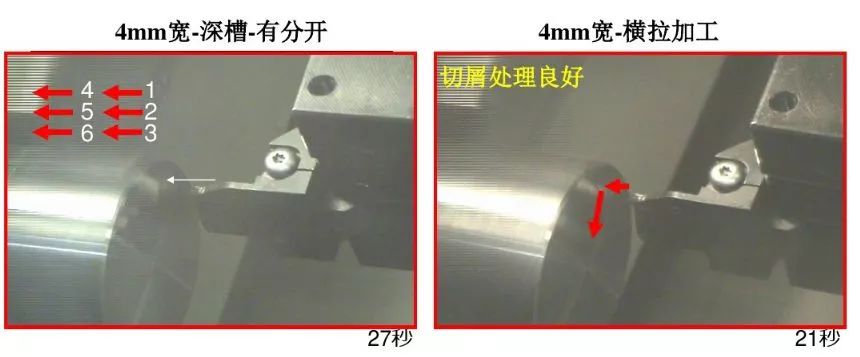
横拉加工的切屑处理良好
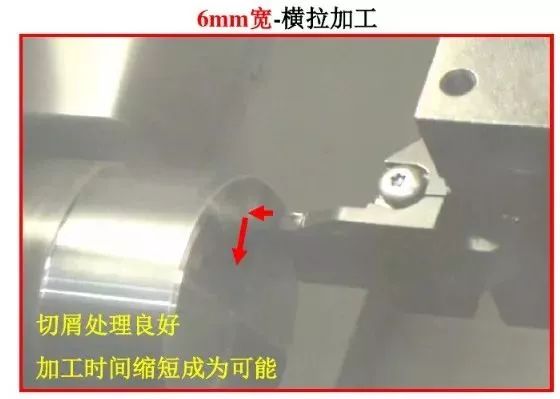
使用宽刀片,切屑处理、加工效率都得到改善






