A:铝、铜等材质,可选AR系列(气刹)。
B:铸铁、钢等材质,谓选HR系列(油刹)或H丨系列(齿式油刹)
2、工件的精度要求:
A: 20秒以内可选AR系列(为任意角度之分度盘>。
B: 15秒以内可选HR系列(为任意角度之分度盘)。
C: 10秒以内可考虑加装光学尺(圆光棚);但圆光栅价格比较高所以如果只做定位加工时可考虑改选H丨系列(可达±5秒),但HI系列为 (1°或5°)之倍数的固定角度之分度盘,故不可作连续切削加工。
3、工件的形状及尺寸:
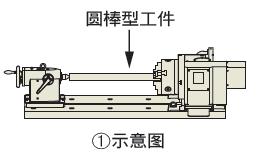
A:如是圆棒型,则请加昀三爪卡盘及顶针尾座(如右①示意图)在选用三爪卡盘时,卡盘的外径不要大於盘面直径,卡盘对工件的夹持尺寸范围。
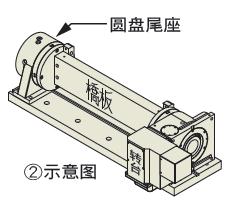
B:如是奇型异状,且一次要加工2个以上的工件(见51页),则谓加购圆盘尾座(如右②示意图)[另,L型块、大底板、中板(过桥板)可请夹具商 制作]0
A:如是圆棒型,则请加昀三爪卡盘及顶针尾座(如右①示意图)在选用三爪卡盘时,卡盘的外径不要大於盘面直径,卡盘对工件的夹持尺寸范围。
B:如是奇型异状,且一次要加工2个以上的工件(见51页),则谓加购圆盘尾座(如右②示意图)[另,L型块、大底板、中板(过桥板)可请夹具商 制作]0
※在使用过桥板时,过桥板的宽度尺寸尽置不要大於盘面直径。
4、可承受负载Z
先确认分度盘可承受工件的负载,再确认机床可承受的总负载,再将预选的 分度盘、尾座、L型块、中板(过桥板)、大底板、工件、夹具等重置合计,如 果超重则先判断工件的材质如是铝合金或其他轻材料,只是形状支节过长, 活动旋径需求过大,造成必需选择大型分度盘,则此时可将分度盘改选小一 号的,再另加垫高块即可减重,且价格也较低又能满足工件的活动旋径。
5、确认Y轴方向的干涉:
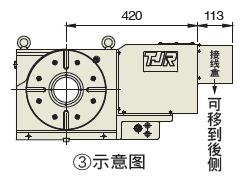
先确认预选的分度盘放在机床工作台上是否有干涉?谓先将立加机Y轴移到原 点后测置工作台中心槽到机床移门钣金处的尺寸丨如还有450mm】,则再査核 分度盘的盘面中心线到电机罩尾端(不含接线盒)的尺寸(如HR-255R只有 420mm),(如右③示意图)则分度盘确定不会撞到移门钣金,故可选用 HR-255R(立卧两用)机型。
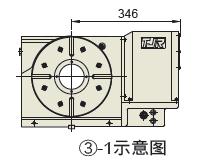
反之,如果会撞到移门钣金,则谓改选HR-255N(缩小钣金,只有346mm)(如 右③-1不意图)
6、确认放置工件的可用空间:
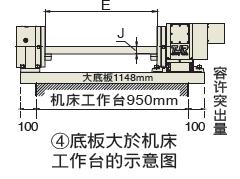
请先确认机床工作台长度(如只有950mm),如果选用HR-255N分度S+RTH-255圆盘尾+桥板,(见51页资料表,即可获得“E”中板(过桥板)的空间有 700mm可放置工件。因此大底板必须做到1148mm,此时大底板会比机床工 作台约大200mm(也就是两边会各突出100mm,这是最大的容许突出置)。 “E”的空间及“J”的厚度及“H”的宽度(如右④示意图),尽置不要超过本 司的表格设定值,
请先确认机床工作台长度(如只有950mm),如果选用HR-255N分度S+RTH-255圆盘尾+桥板,(见51页资料表,即可获得“E”中板(过桥板)的空间有 700mm可放置工件。因此大底板必须做到1148mm,此时大底板会比机床工 作台约大200mm(也就是两边会各突出100mm,这是最大的容许突出置)。 “E”的空间及“J”的厚度及“H”的宽度(如右④示意图),尽置不要超过本 司的表格设定值,
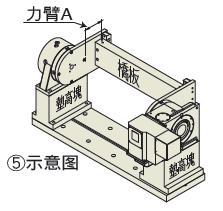
7、严肃提示:凡昀买分度盘+圆盘尾座,且要设计搭配摇篮式夹具(如右⑤示意图)时,因力臂(A)这段己超出盘面(垫高坱越高,力臂A越长,越不合机械常识的负载)造 成偏心加工时,会严重磨损蜗轮请务必告知本司,否则本司不负责任。
8、所谓预留第四轴的接口(介面):
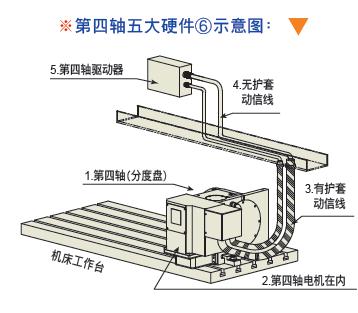
就是除了如下图所示:①分度盘②第四轴的电机③有护套的动信线④无护套 的动信线⑤第四轴的驱动器。除了这五个大硬件(如下⑥示意图)之外,机床 上必须为第四轴做预留的各个小硬件或PLC软件都称为预留第四轴接口。
(A) 如果机床有那些预留第四轴的接口,则事後何时想追加同系统的第四轴 做(四轴联动)时,皆可随心所欲。
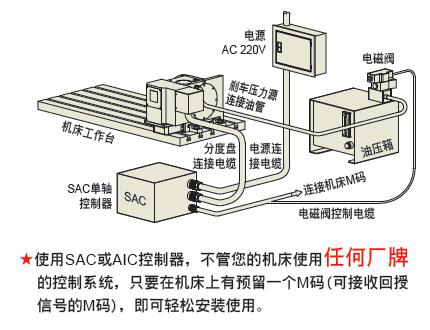
(B) 如果机床无那些预留第四轴的接口,但事後想追加第四轴则可选用本司 所提供的系统SAC单轴控制器(如下⑦示意图),但这个单轴控制系统不 能与机床的X、Y、Z三轴的任一轴联动只能第四轴动完,另三轴再动。 切记!
就是除了如下图所示:①分度盘②第四轴的电机③有护套的动信线④无护套 的动信线⑤第四轴的驱动器。除了这五个大硬件(如下⑥示意图)之外,机床 上必须为第四轴做预留的各个小硬件或PLC软件都称为预留第四轴接口。
(A) 如果机床有那些预留第四轴的接口,则事後何时想追加同系统的第四轴 做(四轴联动)时,皆可随心所欲。
(B) 如果机床无那些预留第四轴的接口,但事後想追加第四轴则可选用本司 所提供的系统SAC单轴控制器(如下⑦示意图),但这个单轴控制系统不 能与机床的X、Y、Z三轴的任一轴联动只能第四轴动完,另三轴再动。 切记!
9、SAC单轴控制器 的应用⑦示意图:
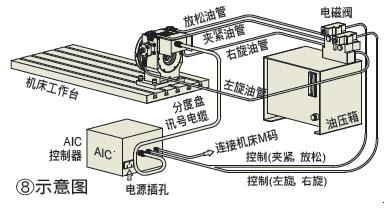
10、AIC油压控制器的应用⑧示意图:►
(此控制器不适用於数控分度盘,仅适用於HC系列 (见35页)油压等份分度盘)
优点:分割精度±5秒,因无数控系统,故整套费 用较低。
缺点:不能与任意三轴联动,只能2、4、8、12、 24固定等份分度。
备注:如不昀买AIC油压控制器,则贲司可自行编 写等份专用的PLC。
(此控制器不适用於数控分度盘,仅适用於HC系列 (见35页)油压等份分度盘)
优点:分割精度±5秒,因无数控系统,故整套费 用较低。
缺点:不能与任意三轴联动,只能2、4、8、12、 24固定等份分度。
备注:如不昀买AIC油压控制器,则贲司可自行编 写等份专用的PLC。