



















































































































































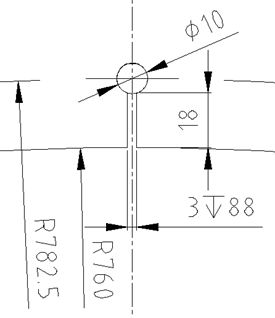
某个航空发动机厂需要加工一个机匣零部件,其中一个工序(如图)加工一个膨胀槽,长宽约3*18mm,深88mm。材料是ASMT470不锈钢,采用立式加工中心。原来采用AG90/NBS6 角度头,夹持硬质合金立铣刀加工,不仅加工效率及其低下,而且立铣刀容易折断。
于是该航发部件厂技术找到我们,我们根据他们的要求为他设计了如下组合:采用AG90/AGH35组合式角度头,面铣刀接杆,安装锯片式三面刃铣刀,采用可换刀片。
根据槽长宽深,以及和角度头本体的大小,选用了MSTA06N089-14T。这款三面铣刀直径152.4mm。
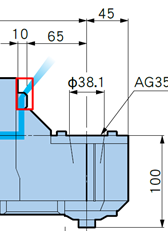
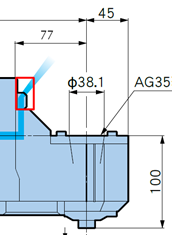
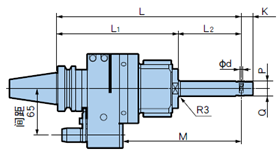
如左图所示,BBT50-AG90/AGH35-230S角度头,输出轴中心到本体距离为65mm,那么本体冷却喷嘴端会和刀盘干涉。经过和BIG公司沟通,冷却喷嘴可以去掉,并可以在壳体上再追加切除2mm厚,就正好可以避让刀盘。(如右图))
根据槽长宽深,以及和角度头本体的大小,选用了MSTA06N089-14T。这款三面铣刀直径152.4mm。
如左图所示,BBT50-AG90/AGH35-230S角度头,输出轴中心到本体距离为65mm,那么本体冷却喷嘴端会和刀盘干涉。经过和BIG公司沟通,冷却喷嘴可以去掉,并可以在壳体上再追加切除2mm厚,就正好可以避让刀盘。(如右图))
图①
图②
根据刀盘安装轴心,必须设计一个非标铣刀接杆AG35-SCA31.75来对应。整个组合如下:
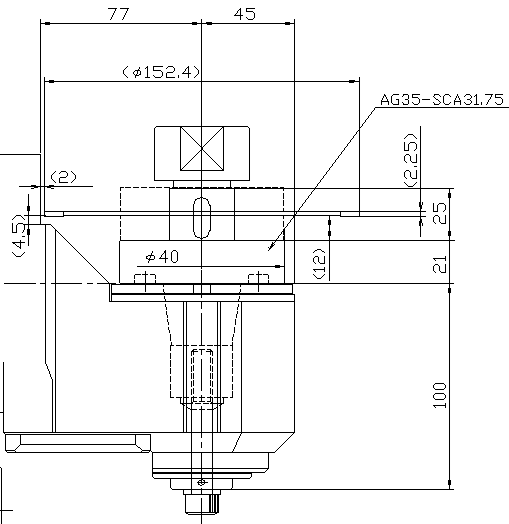
这样的组合,我们采用每层切0.5mm的切削量,效率也高很多,关键是加工更稳定,加工成本更低。
微型角度头的开发应用
BIG微型角度头已经在多个极端干涉情况下使用。
1、BIG微型角度头可以深入更小空间去加工。为了适应更极端的底部干涉,可以把K值减到更小。
2、为了适应更大孔径的加工,输出端可以采用螺纹连接方式。
以上案例是角度头使用中比较特殊的例子。只要你掌握了角度头的性能,就可以开发出更多的使用工艺。
2、为了适应更大孔径的加工,输出端可以采用螺纹连接方式。
以上案例是角度头使用中比较特殊的例子。只要你掌握了角度头的性能,就可以开发出更多的使用工艺。






