



















































































































































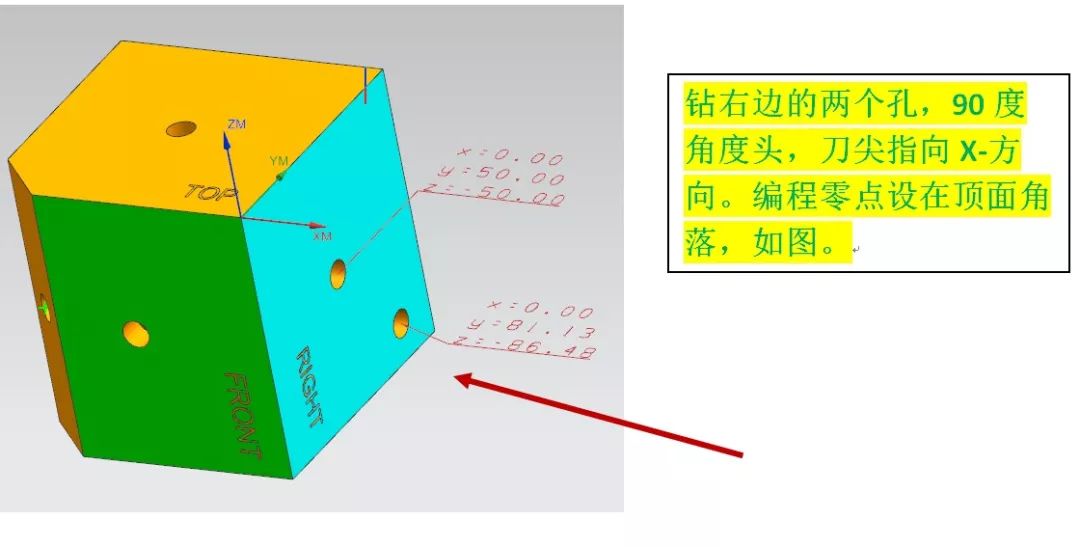
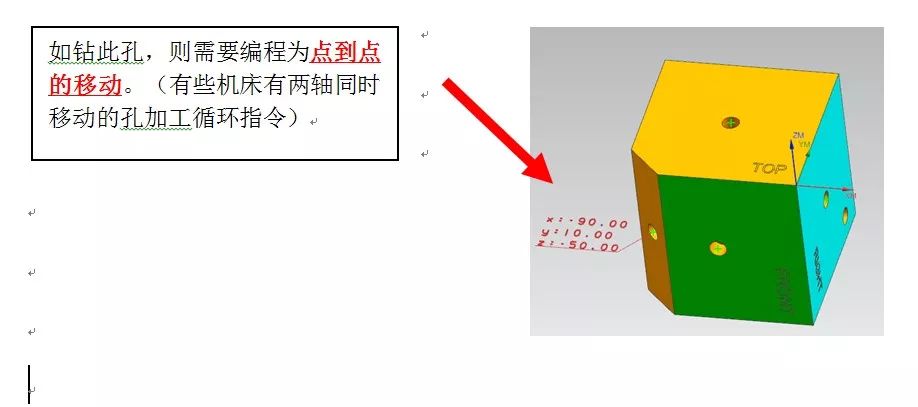
角度头有侧铣头之称,角度头如何编程呢?下面小编已角度头钻孔为案例讲述一个编程案例。钻右边的两个孔,90度角度头,刀尖指向X-方向。编程零点设在顶面角度,如下图。
代码:
G40 G90 G80 G49
G91 G28 Z0.0 X0. Y0.
T1 M06
G17 G54 G90 G0 Y50. X20. (刀尖位于孔右上方)
S1000 M04 (反转,通过角度头后变成正转)
G43 Z-50. H01 M08 (下到第一个孔的中心)
G19 (YZ平面加工)
G98 G81 Y50. Z-50. X-10. F250. R3. (孔中心:Y50.Z-50. 孔深-10.)
Y81.13 Z-86.48 (钻第二个孔)
G80 G00 X20. (往X+方向移动,离开工件)
G17
G91 G28 Z0.0
G91 G28 X0.0 Y0.0
M30
G40 G90 G80 G49
G91 G28 Z0.0 X0. Y0.
T1 M06
G17 G54 G90 G0 Y50. X20. (刀尖位于孔右上方)
S1000 M04 (反转,通过角度头后变成正转)
G43 Z-50. H01 M08 (下到第一个孔的中心)
G19 (YZ平面加工)
G98 G81 Y50. Z-50. X-10. F250. R3. (孔中心:Y50.Z-50. 孔深-10.)
Y81.13 Z-86.48 (钻第二个孔)
G80 G00 X20. (往X+方向移动,离开工件)
G17
G91 G28 Z0.0
G91 G28 X0.0 Y0.0
M30
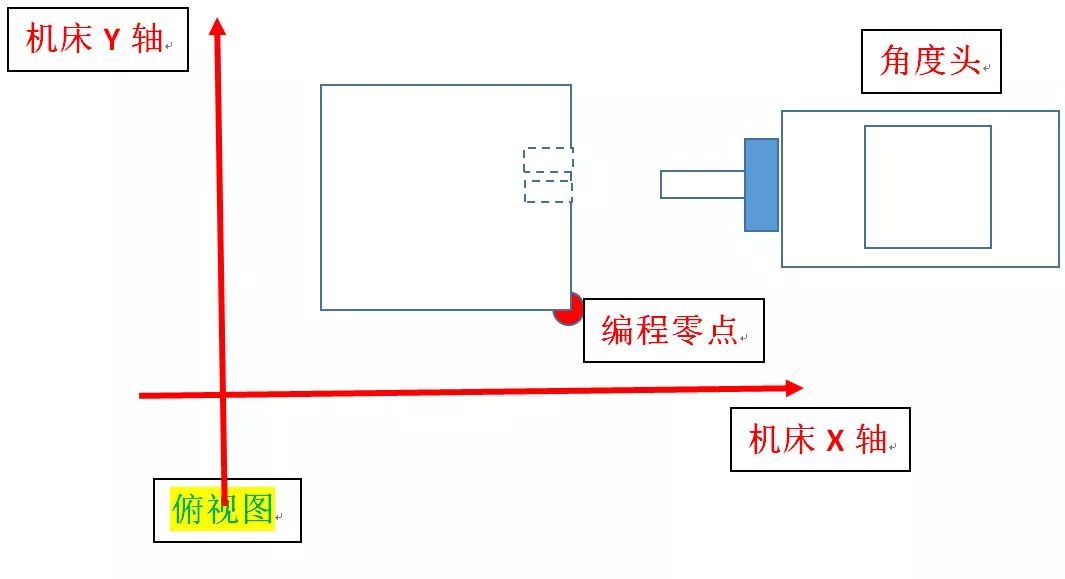
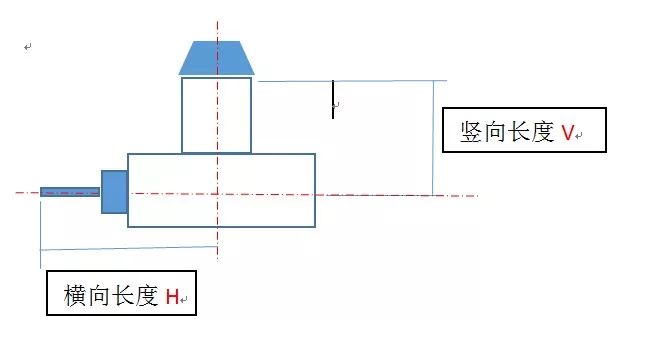
1、角度头的长度读取与加工坐标的设置。问题:如下图,机床是怎样读取角度头的横竖长度(VH)的呢?
先看坐标的设置:

(重点)G54的X:(此时机床已考虑了横向长度H)刀尖碰工件侧面,读取机床X坐标设为G54的X 坐标, (如法拉克按钮MEASURE)

G54的Y坐标设置:
刀径碰工件前面,读取机床Y坐标,再移动一个半径值,设为G54的Y 坐标。与一般设定一样。
刀径碰工件前面,读取机床Y坐标,再移动一个半径值,设为G54的Y 坐标。与一般设定一样。
总结:
1. 角度头的长度是通过设置坐标来计算在内的,(可以不必知道角度头的横竖准确长度VH)。
2. 简单的角度头在主轴定位后,通常只能加工一个方向。
2、加工面不平行机床轴向。
1. 角度头的长度是通过设置坐标来计算在内的,(可以不必知道角度头的横竖准确长度VH)。
2. 简单的角度头在主轴定位后,通常只能加工一个方向。
2、加工面不平行机床轴向。
3、机床的可选项功能(option)
1. 有些高端机床可能有角度头的参数设置,如横竖长度。
1. 有些高端机床可能有角度头的参数设置,如横竖长度。

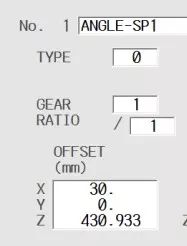
2. 有些高端机床可能有特定的参数设置界面,如:
机床的附件(attachment)
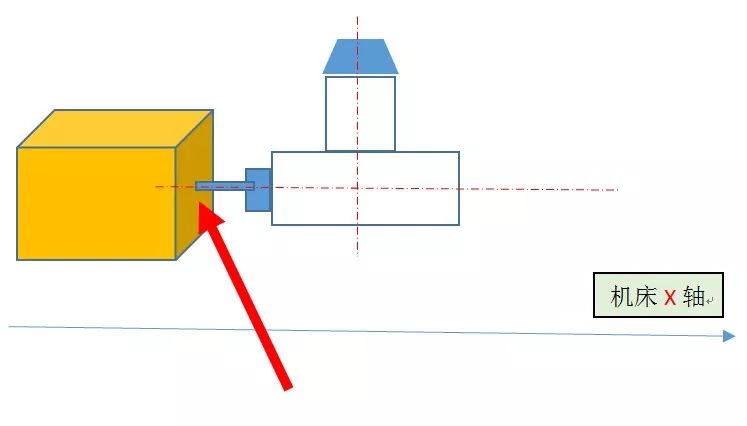
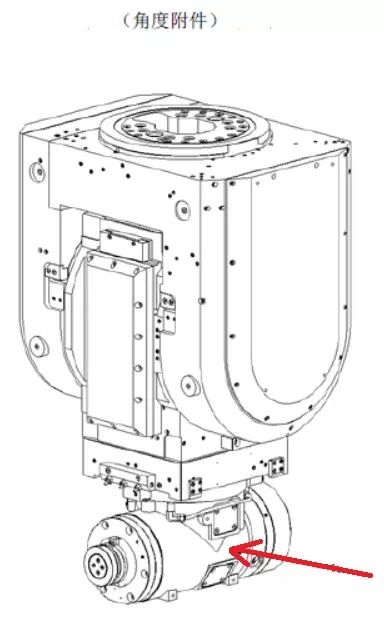
1. 以上所讲是比较小的角度头,可以考虑直接从刀库自动换刀,有些角度头尺寸较大,如下图,称之为附件。通常这种附件是有附加的存储空间(attachment room).
1. 以上所讲是比较小的角度头,可以考虑直接从刀库自动换刀,有些角度头尺寸较大,如下图,称之为附件。通常这种附件是有附加的存储空间(attachment room).
附注:
1. 可调角度头。如下图,这种角度头的编程通常用到宏程序读长度补偿。

1. 可调角度头。如下图,这种角度头的编程通常用到宏程序读长度补偿。
2. 角度头的软件编程。
角度头的编程通常用到宏程序读长度补偿。如果软件后处理得当,最好是软件编程,通过软件来考虑长度补偿。
角度头的编程通常用到宏程序读长度补偿。如果软件后处理得当,最好是软件编程,通过软件来考虑长度补偿。






